・上一文章:半喂入式联合收割机割台的常见故障与排除
・下一文章:欧盟摩托车认证框架法规168/2013解读(2)
3 贴花设计与生产、涂装注意事项
3.1贴花设计与贴花生产
贴花色彩不能太复杂:目前,贴花采用丝网印刷工艺,为一色一版、单色印刷、多色叠加的方式生产,也就是说设计稿上有几种颜色,生产时也应该相应的制作几种网版,网版越多,生产难度越大,贴花的报废率也越高,生产成本就会提高。因此,在贴花设计时,应避免使用多种颜色,根据经验,一般贴花色彩不要超过6种。
贴花颜色叠加区域避免出现锯齿:贴花生产时是人工定位对齐,对板的精度不高,容易出现颜色错位和锯齿状图案。印刷油墨时,一般先印浅色,再用深色,利用深色油墨覆盖力强的特性盖住浅色边缘部分,这样贴花不会出现露空和泛色。要求在设计贴花时,颜色叠加部分色彩要简洁一些,特别是浅色文字周边背景若有多种色彩,只要对版时出一点点问题,则会出现锯齿状,一般会采用深色勾边的方式来避免出现问题。
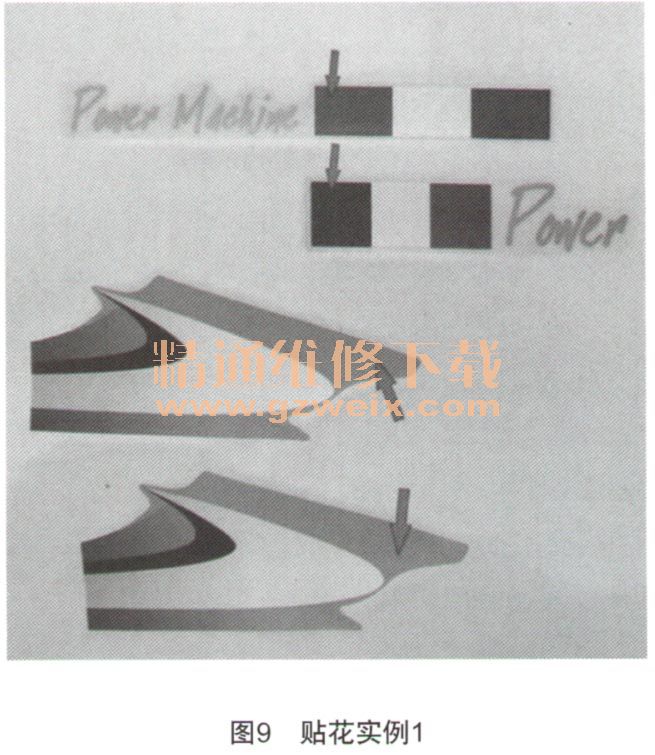
明确贴花尺寸、色彩要求:根据设计稿制作相应的文件,要求贴花设计人员使用corel draw、 illustrator等矢量编辑软件,确保图形文件中尺寸与实际尺寸相同,必要时在设计稿上标明尺寸;色彩不具备描述性,只能通过眼看来校正,不同的显示器或多或少都有色差。对设计稿中的色彩,设计员若有较高的要求,需提供色彩样品或通用的色彩代码(如PANTONE码),避免出现贴花与设计稿出现较大的色差。贴花实例1如图9所示。
明确贴花配色状态及罩光工艺:设计人员需明确不同颜色的整车所用贴花的色彩,如设计意图是红色车时贴黄颜色的贴花,银色车时贴绿色贴花,必须明确要求,避免出现配色错误。内贴贴花表面不作uv光油处理,外贴贴花上UV光油,若不明确罩光工艺,外贴贴花涂装若采用内贴工艺,内贴贴花涂装若采用外贴工艺,都会出现问题。
3.2贴花设计与涂装工艺
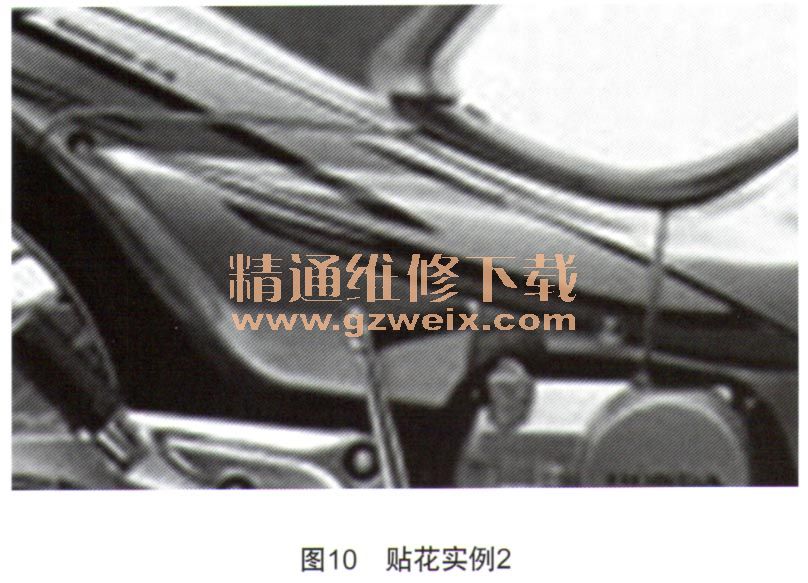
贴花不要过于细长,贴花不能贴满整个工件:由于粘贴时需用特制的刮子或其他工具将贴花从一端持续挤压到另一端,贴花因受力容易发生变形,细长的贴花容易被拉成弧状,太大的贴花容易溢出工件。对于细长的贴花,可通过覆形变量小的保护膜解决这一问题。贴花实例2如图10所示。
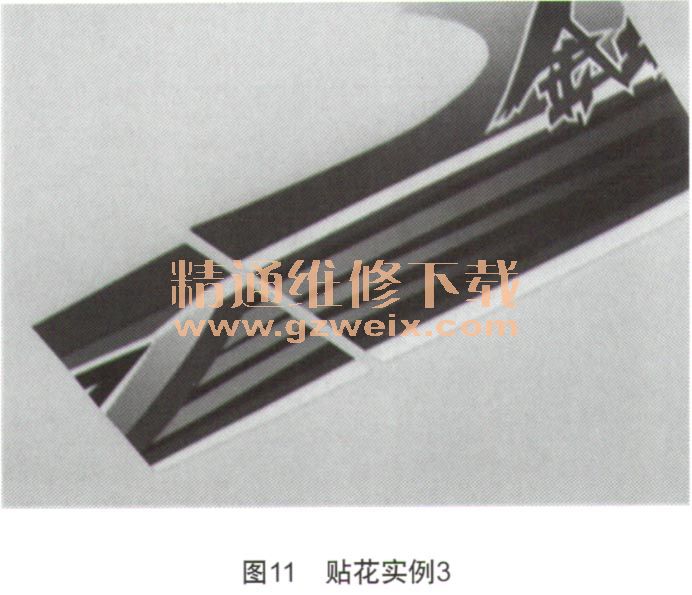
贴于不同工件需对接的贴花,对接部分图案需简单化:贴花粘贴时,是将贴花贴在每一个单独的工件上,这样会使2个工件上的贴花对接时出现错位现象。贴花的对接部分图案若比较复杂,错位效果会更加明显。贴花实例3如图11所示。
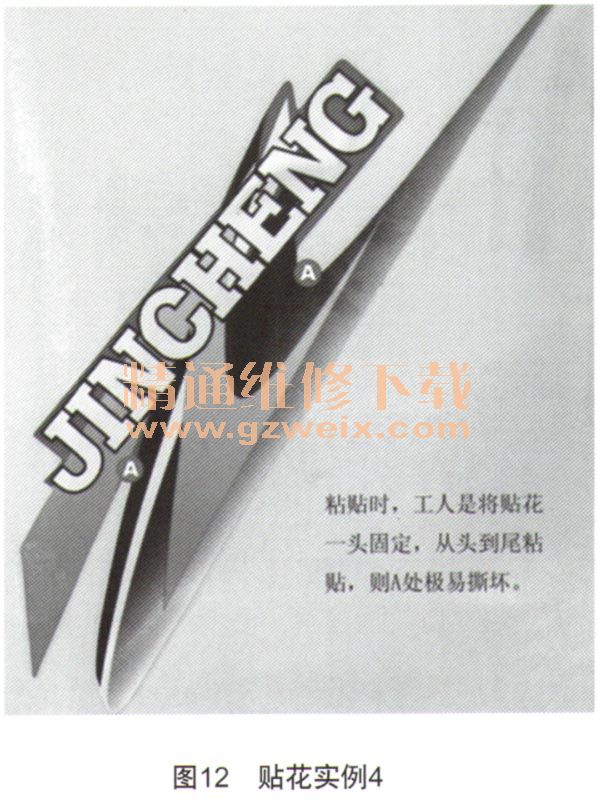
贴花不要两头开叉:由于粘贴时将贴花从一端持续挤压到另一端,若两头都开叉,则前面开叉部分很容易被撕坏,需在贴花上覆定位膜减轻此问题。贴花实例4如图12所示。
贴花不要粘贴于复杂弧面和内凹面:平面贴花粘贴于复杂弧面,很难完全贴合,容易出现褶皱。贴在内凹面时,用刮子不易排出里面小气泡,烘干后还会将缺陷放大。
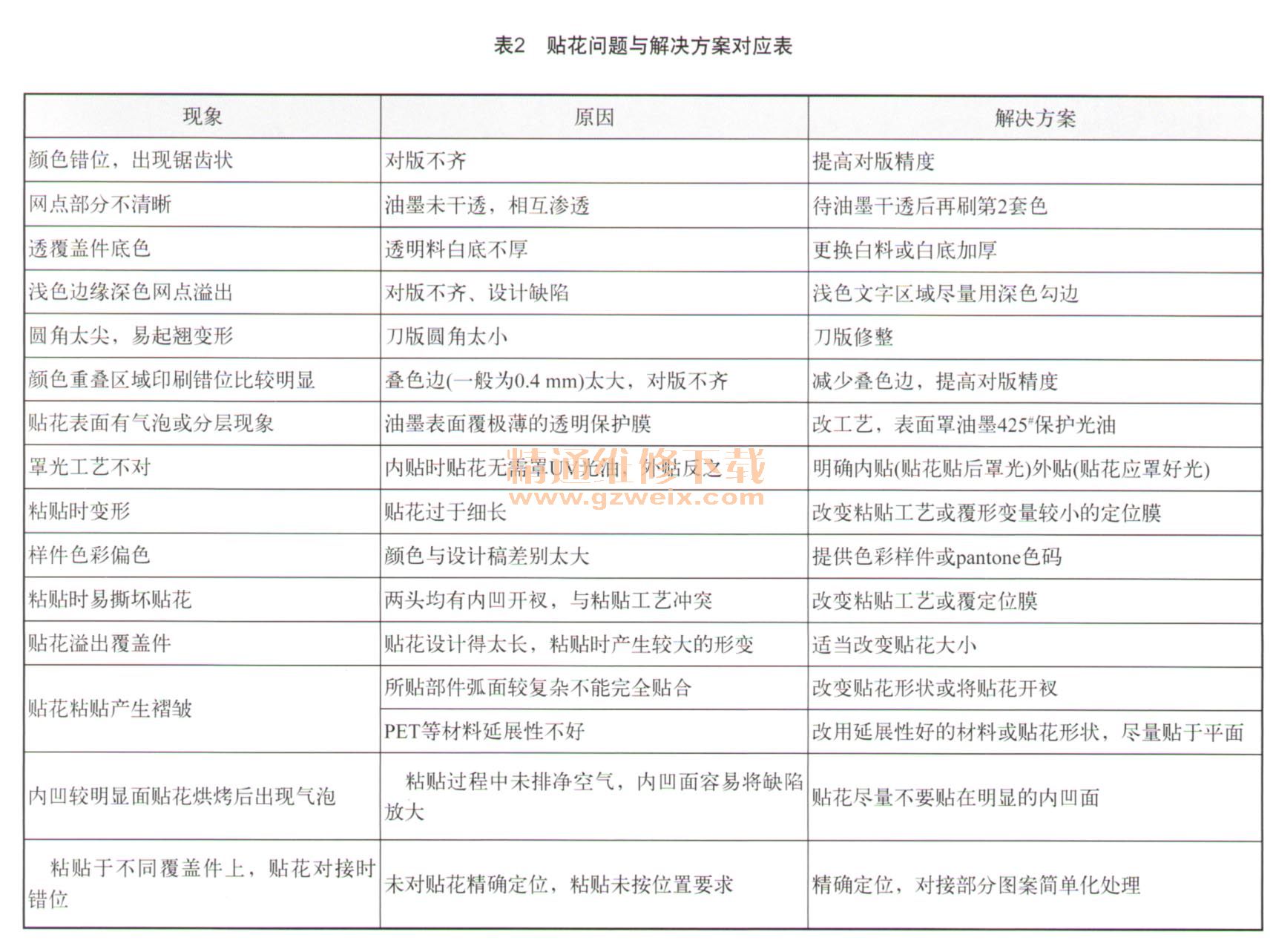
贴花刀版尖角不能太细太尖:刀版太细太尖不但给刀版制作带来麻烦,更重要的是尖角太小,在贴花粘贴时,尖角部位很容易起翘。贴花问题与解决方案对应表如表2所示。
4 结论
在贴花设计过程中,要考虑美学因素、市场区域因素及消费群体因素,色彩的审美与人的主观情绪有很大关系,性别、文化、地域差异,对色彩的感知是不一样的;贴花设计时需综合考虑生产、涂装的相互影响,了解生产、涂装的具体工艺,并在设计时给予考虑。

")



