・上一文章:农业工程测试系统结构分析
・下一文章:鹿城100型踏板车起动不着车
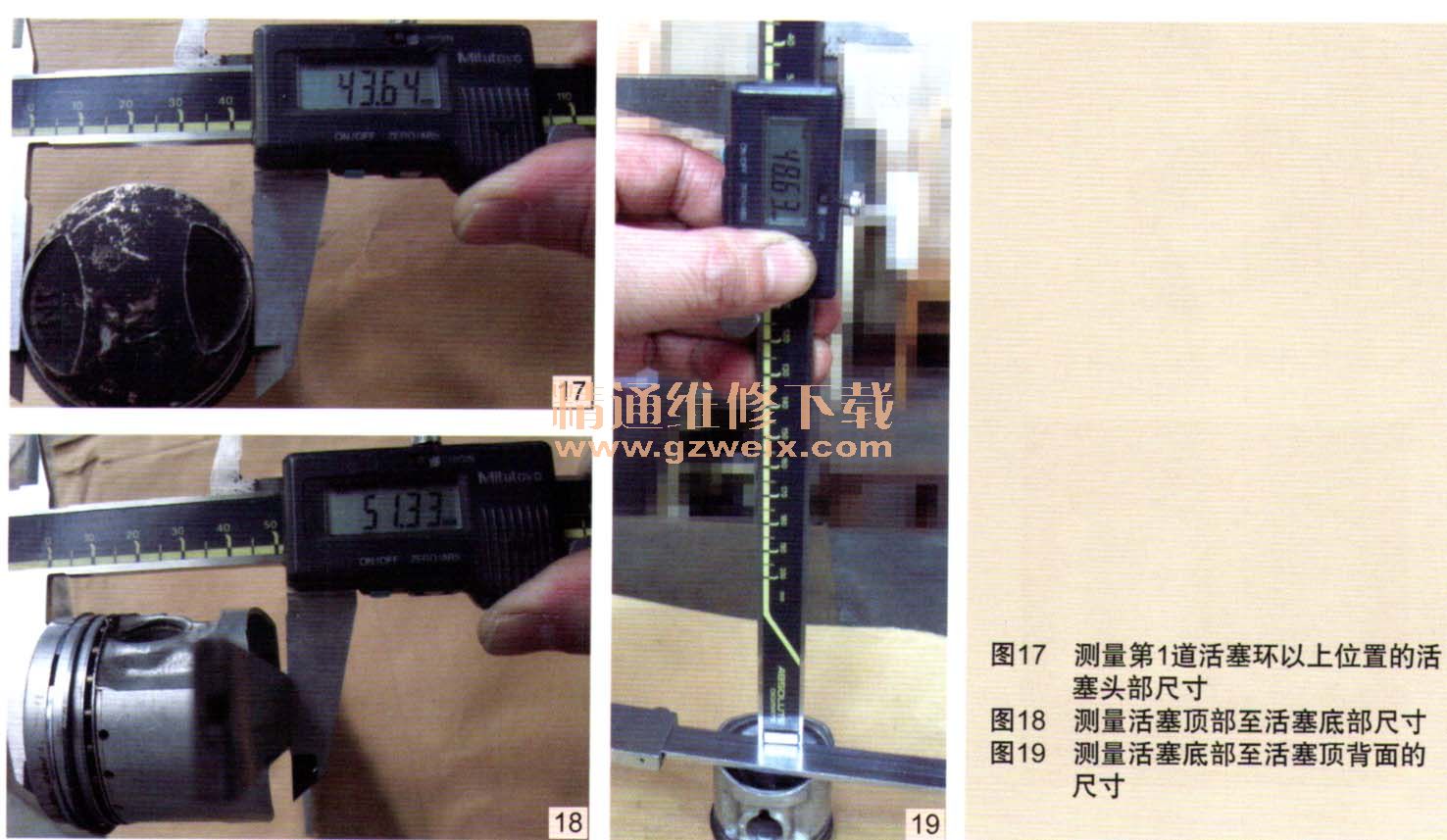
d)正规生产厂家通常将活塞头部尺寸(第1道活塞环以上部位)有意车小0.25~0.35 mm(如CB 125T款摩托车活塞直径为44 mm,而活塞头部则为43.5 mm),主要是为防止燃烧室温度升高后,活塞头部热膨胀过大,导致拉缸或涨缸。为此,可持数显卡尺测量第1道活塞环以上位置的活塞头部尺寸,如图17所示,若没有0.40~0.60 mm的余量即为不合格品。
e)活塞头部一般做得较厚,主要是为了增加活塞强度和刚度;同时,为减少热量从活塞顶部流向活塞环的热阻,以便热量从活塞顶经活塞环、气缸壁传给散热片或冷却液(水冷机),有效防止活塞顶部温度过高,大家可以在部分发动机故障活塞中看到,有活塞烧顶(顶部有一不规则烧熔孔)现象。在排除火花塞热值极低和发动机过热因素后,绝大部分都是由于活塞顶部厚度过薄造成的,一般正品活塞顶部厚度在3.0~4.0 mm,次品或伪劣活塞顶部厚度有的小于2.5 mm,只要用一钢直尺放在活塞底部,持数显卡尺测量(带深度卡尺),将测量活塞顶部至活塞底部得到的尺寸如图18所示,减去测量活塞底部至活塞顶背面得到的尺寸如图19所示,即是活塞顶部的厚度尺寸。如测量结果不在3.0~4.0 mm之间,而小于2.5 mm的话,绝对不能装机。此外,部分活塞的顶部一般经过喷砂处理,喷砂处理的主要目的是消除活塞顶部的铸造应力,防止活塞在使用过程中自然变形。
f)正规生产厂家生产的活塞环槽宽度尺寸比较精确,一般与相配套的活塞环厚度尺寸相匹配,确保活塞环在活塞环槽内有适当的配合间隙,这个间隙称为环的侧隙;而环槽的深度与活塞环匹配的是活塞环的背隙,如背隙过小,会使活塞环呆滞在活塞环槽内,背隙过大,容易窜油。因此,给活塞环槽生产带来极大的难度。优质活塞是正规生产企业用精密数控机床车制,活塞环槽的深度和宽度控制都比较精确,伪劣活塞是粗制滥造的产品,不可能采用精密数控机床,多数是在普通车床车制,活塞环槽的深度及宽度难以保证。为此,最简便的识别方法是,用正规生产厂家生产的活塞环(与同型号活塞相匹配)插入活塞环槽,用塞尺对比测量,如图20所示,再根据各型摩托车发动机维护手册中规定的活塞环侧隙标准进行对照。
g)由于各型发动机压缩比和承载的热负荷不一样,即使是直径相同的活塞,它们在相关尺寸上也是有差别的。其中,活塞的压缩高是活塞零件的一个重要尺寸,它会影响发动机的压缩比和点火提前角,因此,更换活塞时必须测量活塞的压缩高度,如本田CHA125强制风冷摩托车(GY6发动机)上的活塞直径和本田CH 125水冷摩托车的活塞直径同样为52.4 mm,但活塞销孔至活塞顶部的尺寸却不一样,前者为(20+0.10) mm,后者为(22.3±0.05) mm; 2种活塞的质量也不相等,前者为(77±2)g,而后者为(74±2.5)g,如在维修时将2个活塞混装,就会发生意想不到的故障。若本田CH125水冷摩托车装上本田CHA125强制凤冷摩托车的活塞,会使发动机压缩比降低,引起动力不足、最高车速上不去故障;反之,则会造成气门碰撞活塞顶等恶性故障,切不可疏忽大意而酿成大祸。因此,在更换活塞时,必须将新旧活塞用活塞销穿在一起,比较压缩高度,如图21所示。当然,在比较时还要留意2个活塞在第1道活塞环槽之间的位置是否一致,如位置相差过大,同样会影响发动机的压缩比。


h)活塞头部一般比活塞裙部小约0.30~0.40 mm,主要是考虑活塞顶部燃烧膨胀温度较高的缘故,如果活塞头部相对于裙部跳动过大,会引起活塞在换向时与气缸壁相碰,引发异响,为此,应利用活塞裙部下的内壁定位止口进行测量(具体操作方法,下面详细介绍)。
2 规范操作及注意要点
摩托车发动机是由多个系统、若干零部件组成的,分解和拆卸零件是维修摩托车不可缺少的工作,如何规范操作,对恢复摩托车发动机性能十分重要,尤其是心脏部分的主要摩擦副零件“活塞”来不得半点马虎。为此,请在更换活塞时,切记以下儿点:
a)活塞与气缸属于摩擦副零件,装配的环境非常重要,如在灰尘较大的露天装配,会将大气中的灰尘及细微杂质混入,活塞及气缸会在很短时间内迅速磨损,因此,任何时候、任何情况下,都要遵循室内装配的原则。
b)活塞是共晶铝硅合金材料铸造而成,属于精密加工零件,热膨胀系数较大,与气缸适度的配合间隙是活塞正确使用及延长使用寿命的重要条件之一。为此,在更换活塞时,必须测量活塞裙部尺寸,同时测量气缸内径,如果测量条件不具备,建议将活塞裙部放入气缸后,再用0.02~0.03 mm塞尺片插入活塞裙部与气缸壁之间,如图22所示,感到不紧不松即可,具体配合尺寸应参照各型号摩托车使用维修说明书相关规定执行。
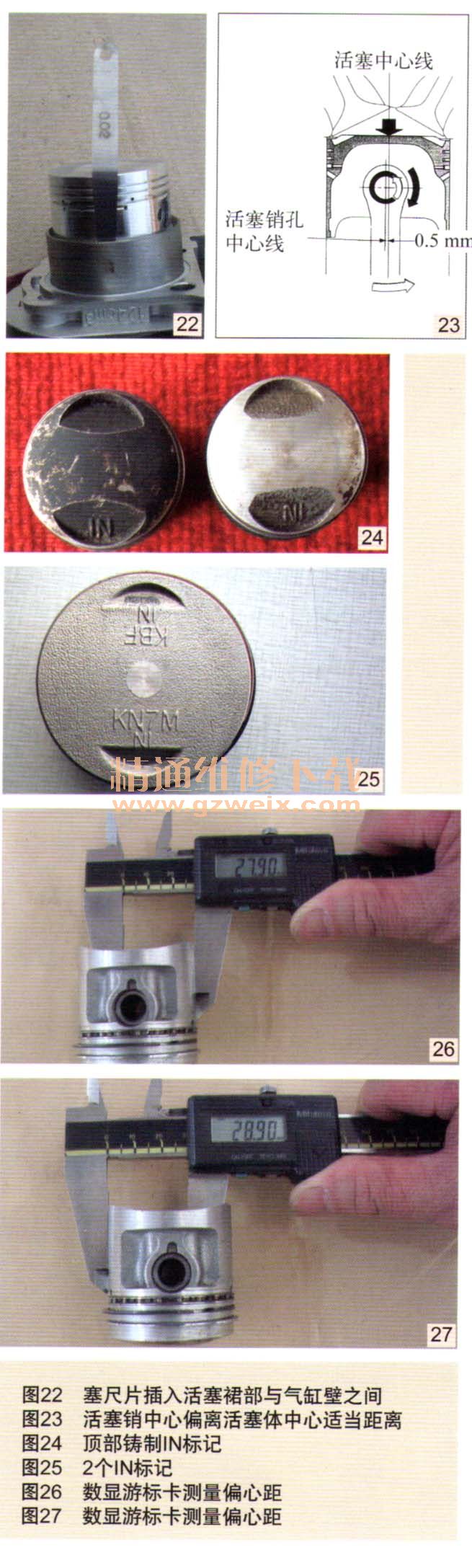
c)活塞在上下往复运行时的工作特点:当混合气被点燃产生爆发压力推动活塞下行的瞬间(即活塞处于上止点位置时),活塞销中心与连杆轴线刚好在1条直线上,这时的连杆无形中起到了立柱顶杆的作用,成为运动零件旋转的“死点”,此时,活塞很难下行做功,产生工作困难、发动机无力等现象;若此点火时间提前一点,发动机就会产生倒转。另外,活塞裙部在下行转向时还会与缸壁产生拍击,引起敲缸异声,为此,在设计活塞时,故意将活塞销中心偏置制造(指立式发动机),也就是活塞销中心偏离活塞体中心平行移动适当距离,如图23所示。目前,市场上50~ 125 ml,摩托车发动机活塞销孔的偏心量大都在0.50 mm左右,为了正确安装活塞,四冲程活塞的顶部铸制有IN标记,如图24所示,表示应按英文字母指示的进气方向装配;二冲程活塞顶铸制有EX标记,表示应按英文字母指示的排气方向装配,这样不仅可以使活塞顺利下行做功,还能使活塞裙部紧贴进气侧并顺利转向,避免拍击气缸壁。现在摩托车市场上出现部分活塞顶部有2个IN标记的现象,如图25所示,如果遇到这个特殊情况,可采用实测法来区分,四冲程机型活塞:持数显游标卡测量,使移动卡爪靠到活塞裙部,固定卡爪伸入活塞内腔中的活塞销外圆,记下数值,如图26所示,再掉转活塞方向,在另一侧使用同样方法测量,如图27所示。从测量结果看到,图26偏心距为27.9 mm,图27偏心距为28.9 mm,应将测量到偏心距为27.9mm一侧的活塞朝进气侧方向安装即可;二冲程摩托车已被市场淘汰,恕不赘述。

")



