此种结构设计时注意,如图5的3个定位台阶,用于防止砂芯左右移动。在设计时,不要做成等分结构,因为有的砂芯不是整体对称,要防止砂芯放置错误。
1.3砂芯通过分流锥接触定位
此类产品,由于设计要求,产品上没有开孔,在外观上看了是一个封闭结构,这种产品的砂芯定位是比较困难的。图7为产品图片,图8为产品砂芯图片。

此种结构砂芯,下方定位一般采用分流锥台阶定位,上方过去有两种方式进行砂芯定位,第一种是使用灌胶粘结工艺,模具结构示意图,如图9;第二种是铝钉固定上艺,模具结构示意图,如图10。
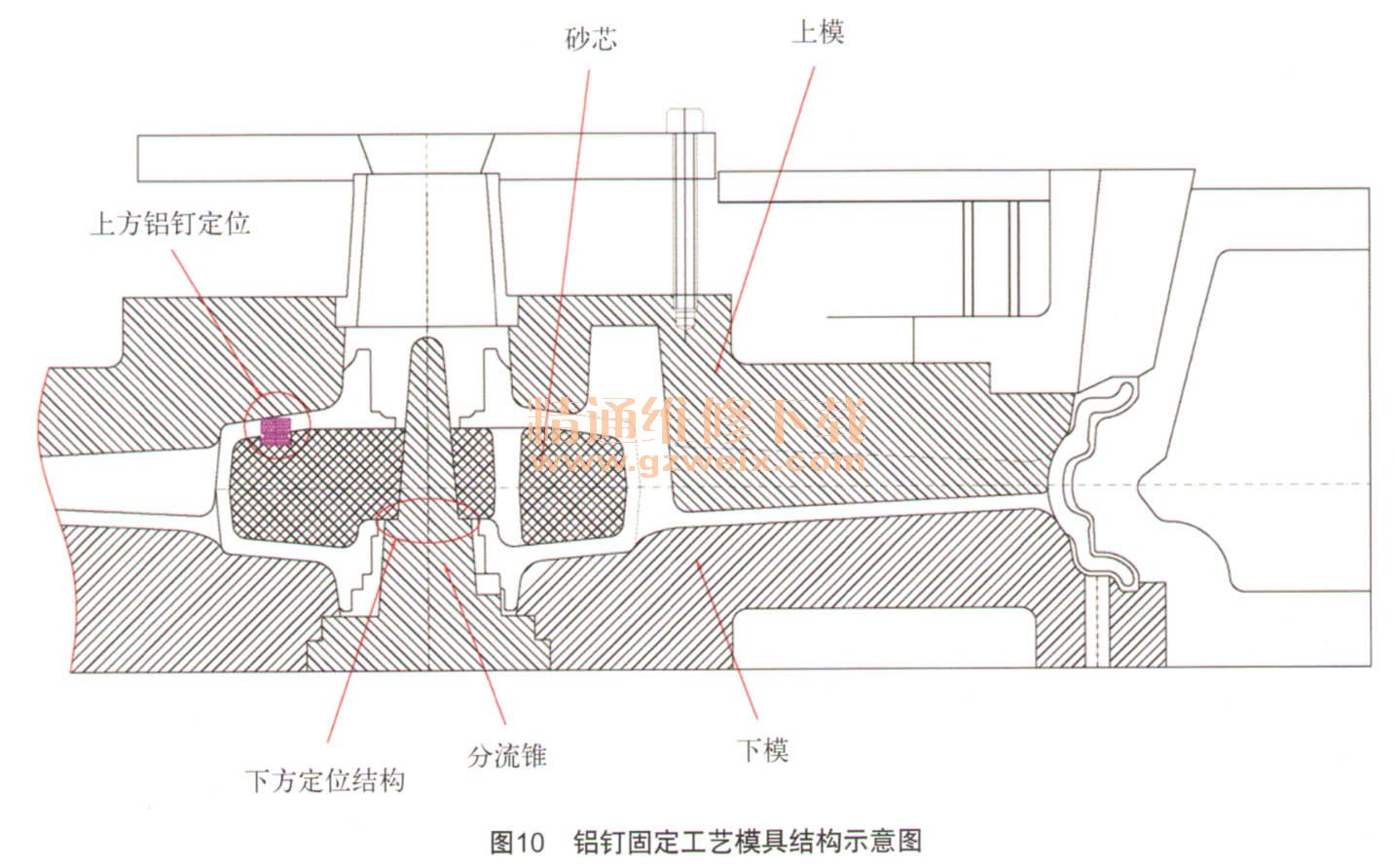
这两种工艺都有一定的缺陷,灌胶粘结工艺对工人操作要求非常高,由于模具在正常生产时,温度较高,一般在350℃~450℃,灌胶时,必需迅速而且灌胶需此充分,如果粘结不牢固,砂芯容易上浮,从而造成铸件报废。铝钉固定工艺在沙芯制作时,必需把铝钉先粘结在砂芯,每个砂芯上必须粘结3~5颗铝钉。这样操作耗时较久,而且成本较高。生产出来的产品会有铝钉痕迹,影响产品美观性。因此对此类产品,砂芯定位新工艺的开发是十分有必要的。
现在,江苏中联铝业有限公司设计了一种新工艺,通过调整分流锥以及砂芯的结构结构,完全使用分流锥定位砂芯,取得了良好的效果。
此种设计将分流锥改为两段,一段为分流锥底座,如图11,一段为分体分流锥,如图12,两段通过M8螺纹连接。图13为修改后的砂芯图片,中心部位由圆形改为圆弧边和直边组成。

上一页 [1] [2] [3] 下一页

")



