—检查踏板车凸轮轴链轮
一般踏板车用凸轮轴上均有正时链轮,该正时链轮应与凸轮轴相关角度一致,即压制在凸轮轴上的正时链轮刻线必须与凸轮轴键槽中心保持垂直位置如图41所示)。如发现明显偏斜,则会严重影响凸轮轴的配气相位,可视为不合格品。其次,将该车型正时链条套上凸轮轴正时链轮,使其自然啮合如图42所示),此时注意观察链条齿与链轮齿之间应为自然啮合状态。若某个链轮齿节在链条齿上松弛或间隙有大有小,说明该链轮存在制造质量问题。若将新链条与原机链轮比对啮合,再与新凸轮轴链轮比对啮合,对比一看,更能说明问题。


—检查凸轮型线
凸轮轴最大升程是从基圆处开始向凸角最高点过渡的。正规生产厂家制造的凸轮轴,采用国际流行的Cu-Cr-Mo合金铸铁,凸轮头部冷激处理,凸轮轴两端的支承轴颈表面高频淬火。凸轮轴热处理后,在专业机床上加工,其中凸轮型线采用精密靠模磨削,从基圆处向凸角最高点过渡非常自然如图43所示,并经全自动测量仪检测,各项技术指标均达到国家标准。而非正规生产厂家制造的凸轮轴,不具备这些技术条件和先进的加工工艺,尤其是凸轮型线,即从基圆处向凸角最高点的不能达到过渡自然,部分凸轮轴的型线有明显的凹坑或凸起缺陷。这些存在制造缺陷的凸轮轴一旦装到发动机上,必然会发出异常声响。因为,当凸轮轴在转动过程中,在基圆部分气门基本是关闭的,过了凸轮基圆部分后,气门才逐渐打开。当凸轮转动到有凹坑或凸起时,气门摇臂即会在此处突然抖动一下,同时发出异常声响,且无法通过调整气门间隙来消除。

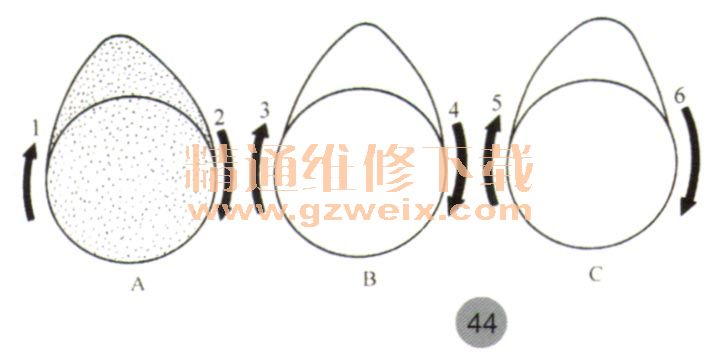
普通维修人员没有专业的检测仪器,对配件凸轮轴型线的检查基本依靠目测,受视线、光线等因素的影响,单纯靠目测检查难以做到准确无误。为此,建议大家采用手指划痕法进行鉴别。检查时,将凸轮轴握在手上,使凸轮轴基圆面与凸角最高点对准白己,同时用另一手的大拇指指甲顺着凸轮轴基圆与向型线面上稍用力推移,这样,从基圆上升一直回落到基圆时如图44所示,拇指指甲上应没有任何明显凹坑或凸起现象。若感觉有些异常,再结合目测情况,作出初步判断。如果发现异常,绝对不能使用,否则后患无穷。
上一页 [1] [2] [3] [4] [5] 下一页

")



