・上一文章:美的SY191型电磁炉,能开机,但不加热、不报警亦不显示故障代码
・下一文章:本田CB125T双缸摩托车动力下降
3 规范操作及注意要点
一旦确认凸轮轴即轴承或衬套没有质量问题,须清洗干净才能进人装配。同时需注意以下几点:
a)拆卸前必须充分了解发动机的运转状况,配气机构的运转情况,仔细倾听其运行声音是否异常等。有部分车型的凸轮轴一端或两端为滚动轴承,在装配前一定要仔细倾听其运转声音,不能有杂音,轴承游隙要适当。因为只有在拆卸前掌握了这些基本情况后,才能为分解配气机构和查找故障根源打下良好的基础。
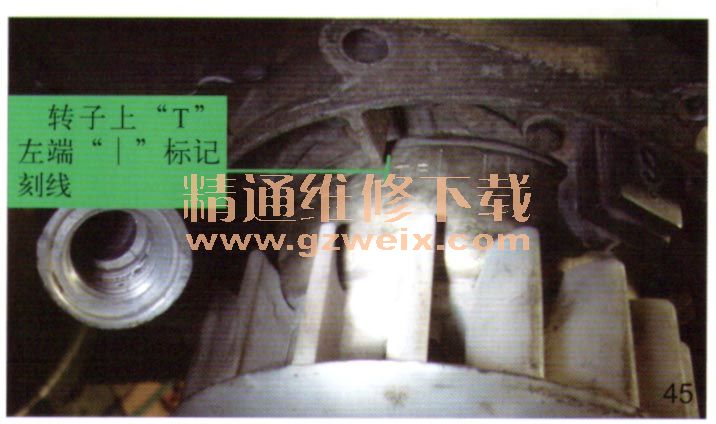
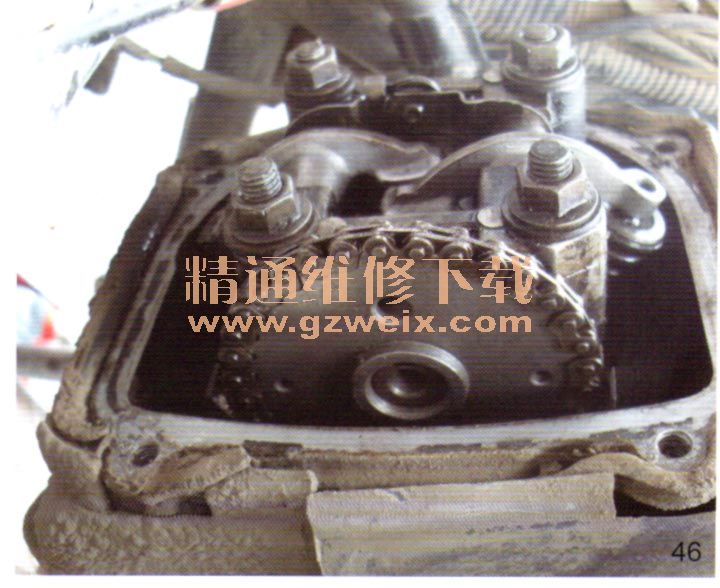
b)检查配气正时,须在摩托车停机10~20min,发动机温度下降后,打开气缸盖罩。先按照各型摩托车发动机的技术要求,检查配气正时装配是否正确:旋转曲轴,使检测缸活塞处于上止点位置(即压缩冲程终了时的位置),检查磁电机飞轮上的“T”标记是否与左曲轴箱盖正时孔上的标记对齐如图45所示。此时注意观察正时链轮两边的刻线是否与气缸盖上平面平行,因零件制造累计误差,允许正时链轮两边的正时刻线与气缸盖上平面,上下偏差2。左右,最多不得大于1/2链齿的角度如图46所示。
c)按照气缸盖螺钉紧固时相反的顺序,分2~3次依次松开气缸盖螺钉。若不熟悉该车型,原则上先旋松螺纹直径小的螺钉,后旋松螺纹直径大的螺钉。如果拆卸顺序相反,会使小直径螺钉因为承受不了大的扭矩而产生变形或损伤。
d)部分车型的凸轮轴中间轴颈安装有正时链轮(如:CB 125T款摩托车凸轮轴),技术要求中间轴颈与凸轮轴中心同心度不超过0.03mm。如同心度超差过多的话,则会引起正时链轮链齿的径向跳动异常,由此带来正时链条的运行异声,在这种状态下长期使用的话,正时链条和正时链轮必然产生异常磨损。对此,可将凸轮轴两端轴颈放置到V型铁上,磁性百分表架固定在平板上,将百分表测量头轻轻推到凸轮轴φ30mm轴颈台阶上如图21所示,转动凸轮轴360°以上,其百分表盘显示跳动数值的1/2,即为凸轮轴φ30 mm轴颈相对两端轴中心的径向跳动。若其数值达到0.05 mm,即可判定为不合格品。
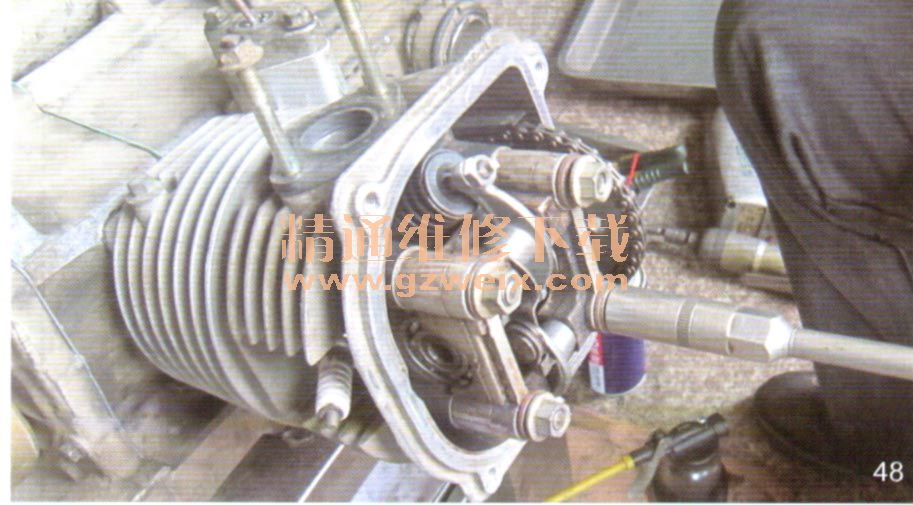
e)普通车型的凸轮正时链轮、正时齿轮与凸轮轴之间一般有销或键进行定位联接。旋紧凸轮轴轴承座螺栓或螺母时,必须按照各车型维修说明书规定的扭矩紧固,不能过大,也不能过小。如扭矩过大,会使凸轮轴座受力过大而变形,不但使油间隙变小,还会引起凸轮轴颈与轴座孔因间隙过小而异常磨损。若扭矩过小,则螺栓在发动机工作过程中容易松动,且凸轮轴轴承及轴承座在热机后受热膨胀间隙过大,从而产生运转噪声。按照常规螺栓的紧固力矩,M6螺栓力矩为10~12 Nm,M8螺栓力矩为18~23 Nm,M10螺栓力矩为38~43 Nm。紧固时,采用从中间向两边逐步旋紧的方法,一般情况下,分2-3次逐渐加大扭矩旋紧如图47~49所示,避免凸轮轴产生不必要的安装应力。


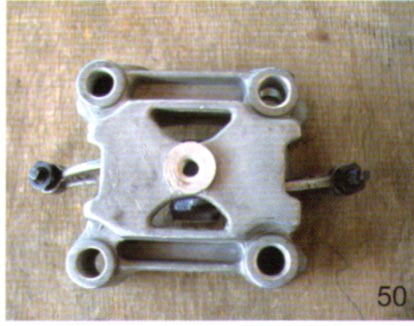
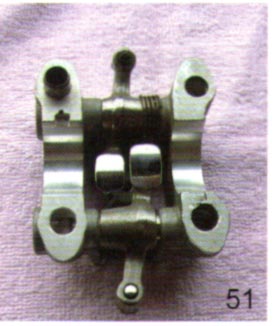
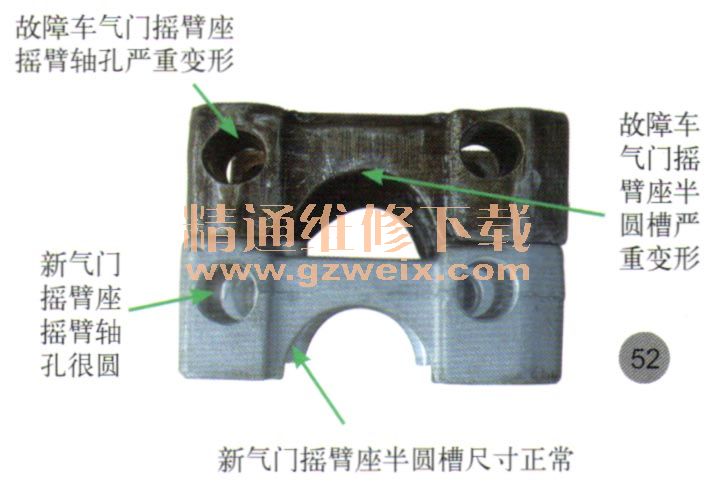
f)摩托车发动机用气门摇臂座通常由铝合金材料制造如图50, 51所示,部分摇臂座配件偷工减料,为假冒伪劣产品,其材质的致密度与正规厂家相差较多,摇臂座半圆槽孔在紧固后难免会产生极度变形。造成的直接后果是,变形的摇臂座半圆槽孔压迫凸轮轴两轴端的轴承或衬套,使其在非正常状态下工作,久而久之,滚动轴承的滚道变形磨损,衬套内孔摩擦磨损,并发出异常声音。因此,在更换凸轮轴及轴承或衬套时,不要忘记仔细检查气门摇臂座的半圆槽孔,一旦确认严重变形,故障摇臂座与配件摇臂座放在一起对比即可知晓如图52所示,应及时予以更换,避免留下故障隐患。对新气门摇臂座配件的材料怀疑时,建议采用最快最佳的方法进行鉴别,就是将新旧摇臂座在同等零件的情况下,分别放到电子秤上一称,重量轻于10g以上,即可判定为铝合金材料致密度差,属于不合格品,不能装配使用。

")



