・上一文章:PVC对烤漆件污染问题的研究
・下一文章:摩托车辐条式车轮质量状态分析
c)工序3如图6所示,图6 (a)是左侧定位套与套管立管组件的焊缝4示意图,定位套7的定位由定位螺钉1及定位轴2控制,工序②焊接成型后的套管立管组件8,由尺寸定位柱6及固定柱5控制,在动力轴的带动下,产品围绕旋转中心旋转1周,完成焊缝4的焊接;图6 (b)焊接右侧定位套时,取出产品,产品左移,放入模具内,定位及限位的方法同上,因此,在动力轴的带动下,产品围绕旋转中心旋转1周,完成焊缝5的焊接。

3 控制系统结构及工作原理
要想实现自动焊接,控制系统的结构设计是关键和难点之一,系统需具备以下功能:1)传递动力的离合器;2)焊缝的起点及终点自动控制;3)焊枪的自动旋转控制。
3.1离合器的结构及工作原理
离合器的结构如图7所示,主要由固定离合器、滑动离合器、拨块、拨叉及手动控制轴等组成。

工作时,操作者控制手动控制轴6逆时针旋转,拨叉4绕手动控制轴6逆时针旋转,拨块3向下移动,带动滑动离合器2向下移动,实现滑动离合器与固定离合器1闭合,主动轴7带动从动轴5同步顺时针旋转,达到传递动力的目的。
3.2主控制系统(焊缝的起点及终点自动控制)结构及工作原理
主控制系统结构如图8所示,主要由主动齿轮、从动齿轮、控制凸轮、焊枪位置控制齿轮、齿条、齿条座及接近开关等组成。
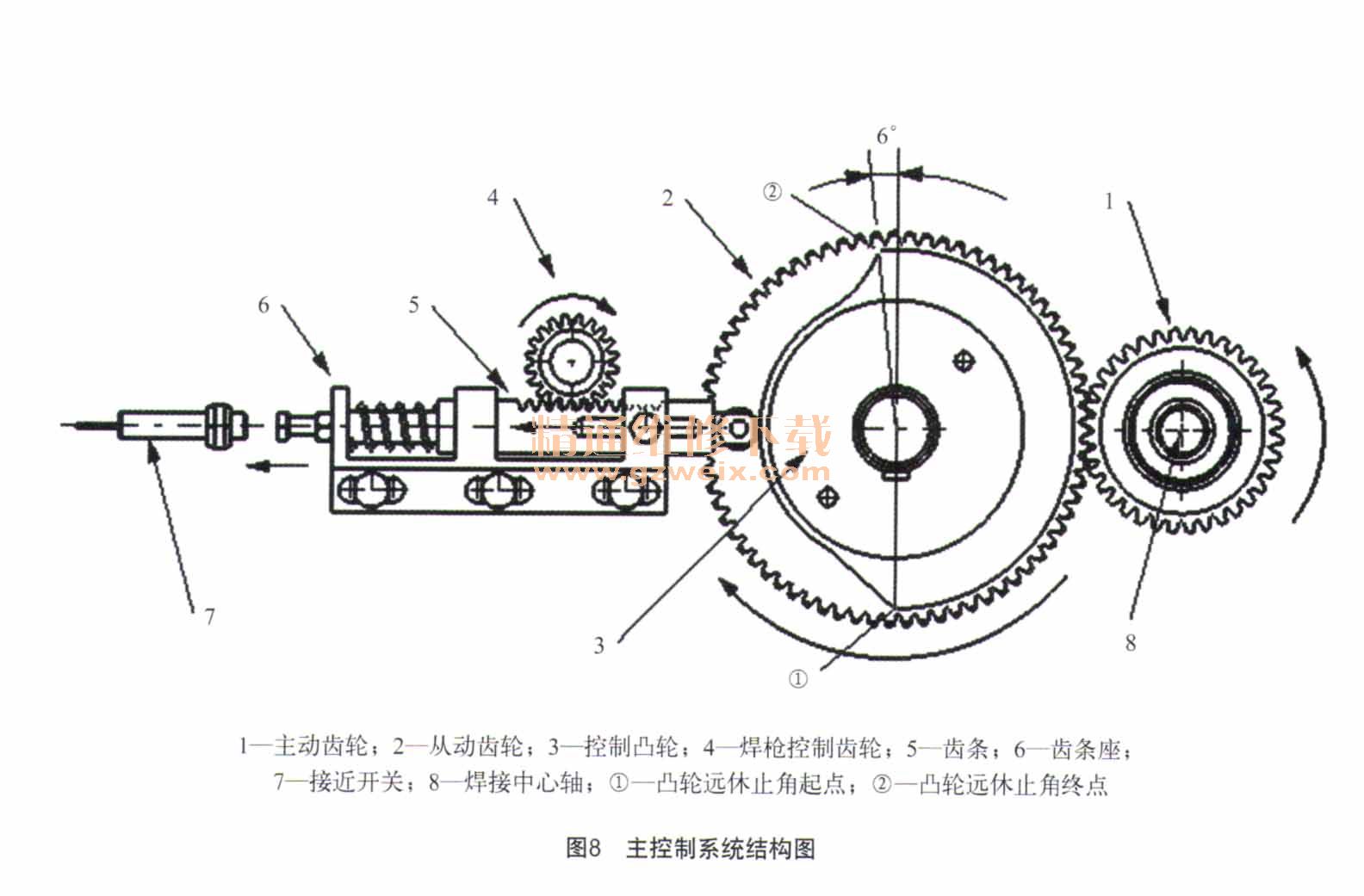
由图8看到,在离合器开关闭合时,主动齿轮1顺时针旋转,带动焊接中心轴8旋转,从动齿轮2及控制凸轮3逆时针旋转,控制凸轮3从升程开始,推动齿条5向左移动,从而驱动焊枪控制齿轮4顺时针旋转,推动焊枪旋转至产品所需焊接部位,当凸轮旋转至远休止角的起点①时,接近开关闭合,控制CO2焊机工作,实施焊接;当凸轮旋转至远休止角的终点②时,接近开关断开,控制CO2焊机工作暂停,同时,焊枪位置控制齿轮开始反向旋转,焊枪逆时针旋转,离开焊缝位置,回到原位,等待下一次焊接。根据焊接的特点,在设计控制凸轮时,远休止角应超过180°,具体数值通过实际试验确定,最终确定为186°。
3.3焊枪的自动旋转控制结构及工作原理
焊枪的白动旋转控制结构如图9所示,主要由焊枪位置控制齿轮、基座、旋转支承座、旋转臂、拉簧、调枪柄及焊枪等组成。

由图9看到,在离合开关闭合时,控制凸轮推动焊枪位置控制齿轮顺时针旋转,同时,旋转支承座也跟着旋转,焊枪在旋转臂的带动下也跟着顺时针旋转,当控制凸轮旋转至升程的最大点时,焊枪停止转动,此时,刚好处于焊缝最佳位置,否则,可通过微调枪柄达到最佳位置。当产品旋转1周后,即完成了1个圆焊缝的焊接,当圆焊缝完成后,控制凸轮旋转至升程的最低点,齿条右移回到原位,接近开关断开,焊机停止焊接工作;同时,焊枪位置控制齿轮1逆时针旋转,带动焊枪7逆时针旋转,脱离焊缝位置,回到原位。
4 自动焊接系统总图
自动焊接系统总图如图10所示,自动焊接系统由电机、减速器、离合器、模具、产品(前叉减震器焊接组合)、焊枪部件、微调手柄、旋转座及主控制系统等组成。


")



