3 最终验证
此工装固定牢固,无变形,不受压力的影响,且此工装为根据产品结构设计加工,其定位面与产品加工部位完全贴合,使外界因素影响降低到最小。具体如图6所示。

对改进后的效果进行了最终验证。从现场随机抽查400件进行钻气门芯孔试验汇总,如表2所示。
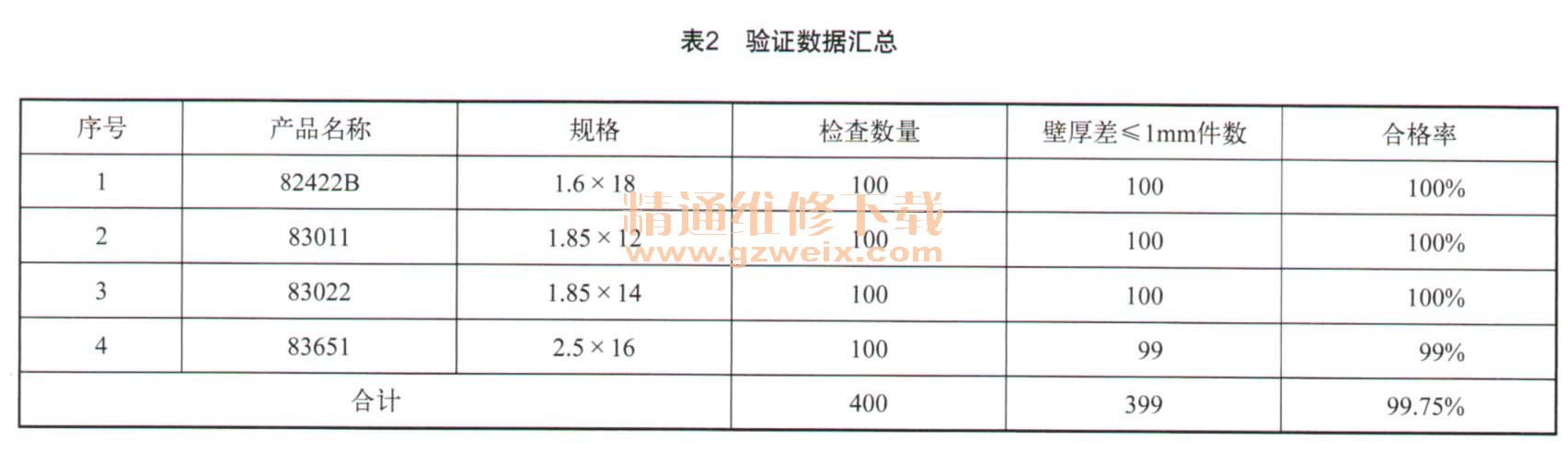
从检测结果看到,改进后的工装,合格率为99.75%,不良的一件经检查原因为加工时,工装内铝屑未清理干净导致。至此,我们的改进达到了设计要求。
4 结论
在铝合金轮毂的生产过程中,轮毂本身直径大,工序流程多,在毛坯铸造、热处理、机加工各工序会产生不可控的偏芯、变形,影响后续加工,通过钻气门芯孔工装的改进,优化了定位基准,有效消除了产品前期的不良变形对钻气门芯孔工序造成的影响。同时,在实际作业过程中,必须保证气门芯凸台定位工装上无铝屑,轮毂气门芯孔凸台处无铸造原因的涂料疤、颗粒和碰伤疤,才能有效确保钻气门芯孔壁厚在公差范围内。
上一页 [1] [2]

")



