2 原因分析
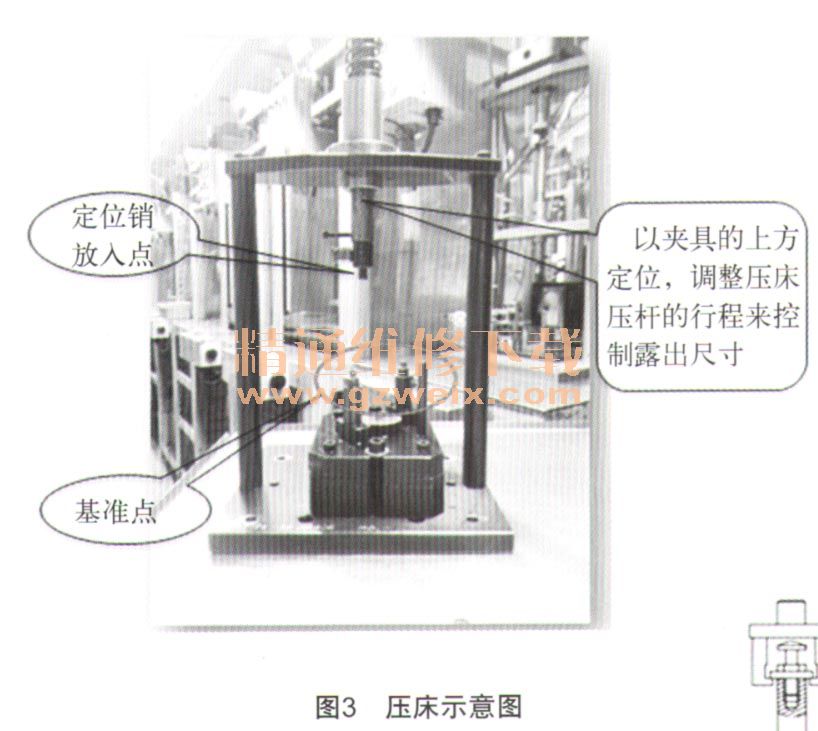
a)压定位销的压床介绍(见图3):压定位销时,用压床上的夹具的上方来定位,调整压床压杆的行程来控制定位销的露出尺寸,然后把定位销放人到压床的夹具放入点,最后把节流阀体放到夹具上,开始压定位销。
b)独对压销的夹具评审,设计貌似都非常合理,但结合节流阀体考虑的话,可以发现,由厂每只阀体的法兰面尺寸都不太一致(见图4),使得压出来的定位销高度不一致,导致尺寸不合格。

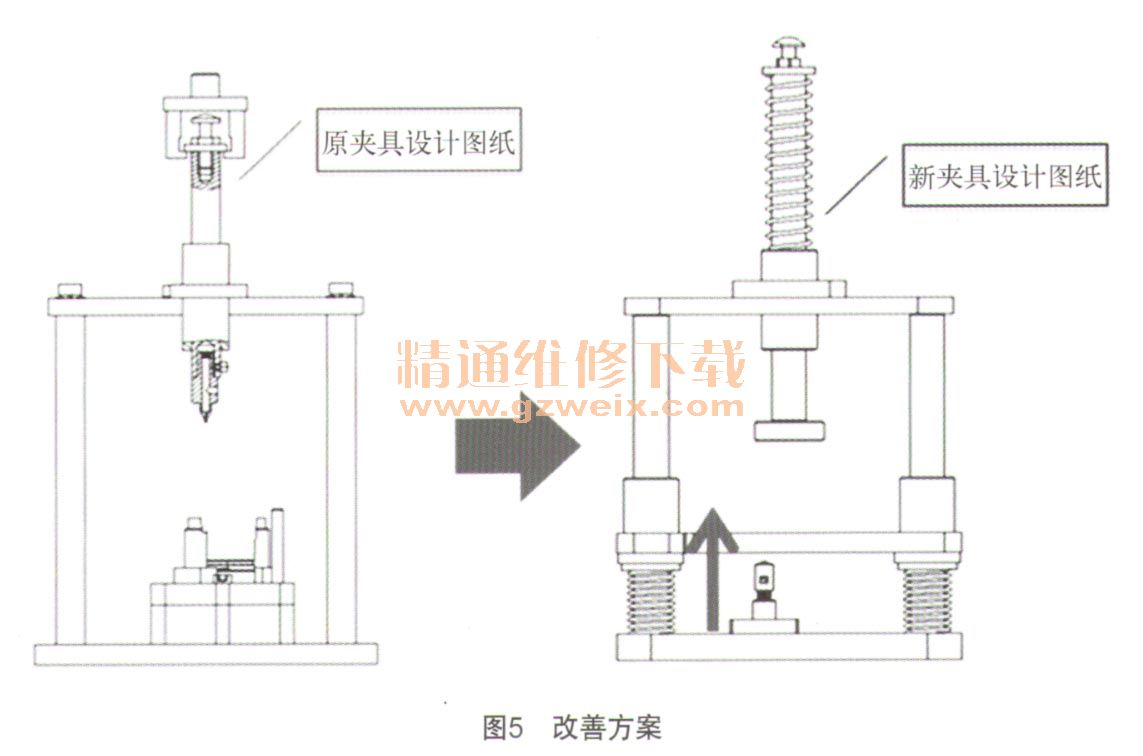
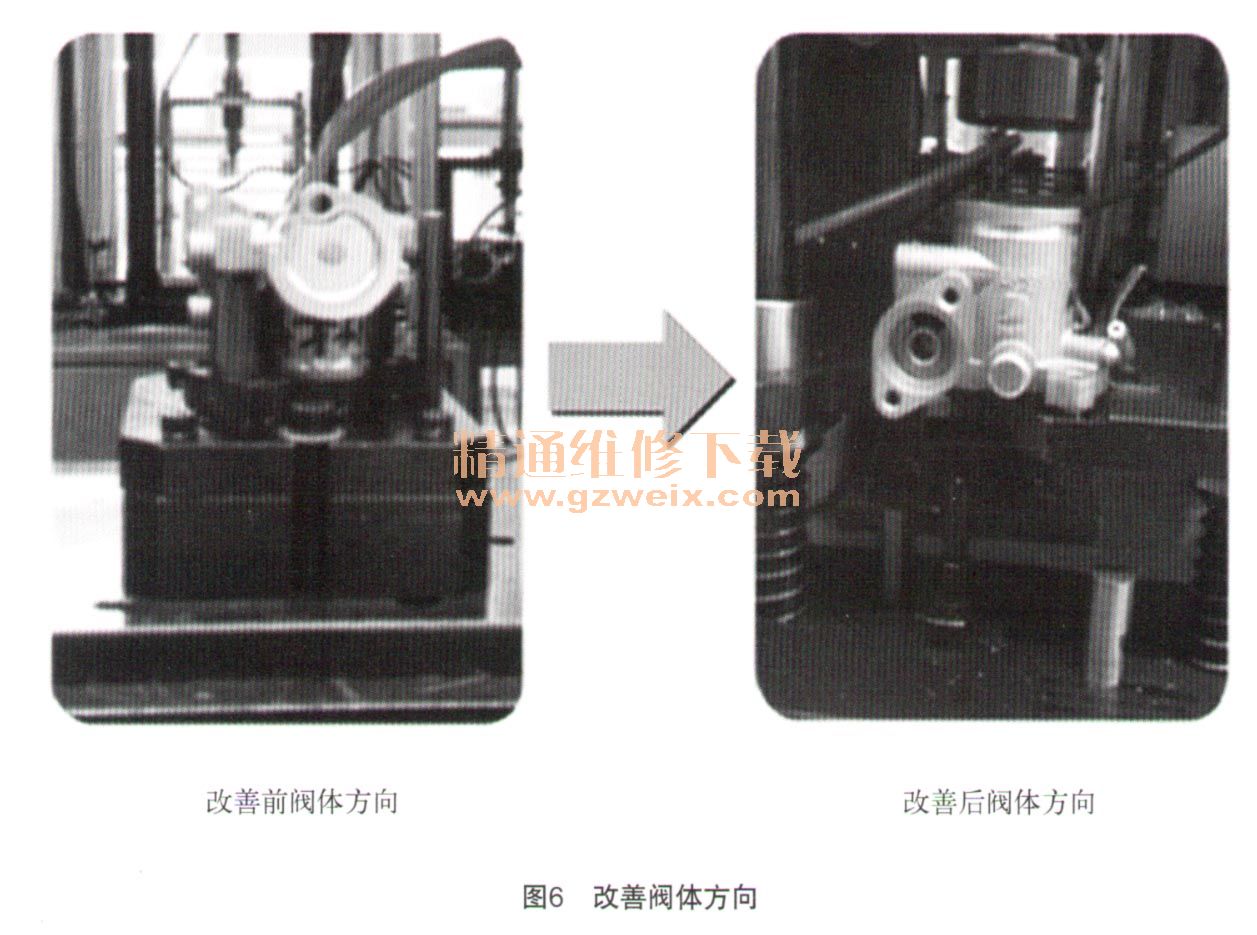
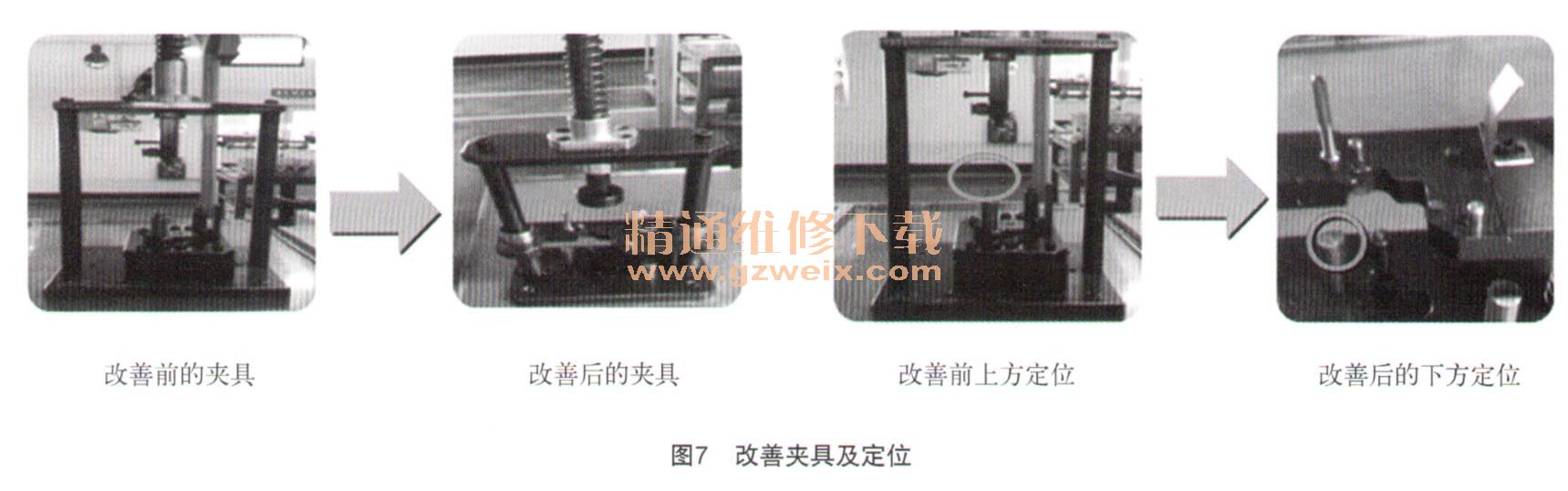
新夹具的设计是将整个节流阀体翻转,将定位销放在节流阀体下方,设置限位柱,由负压冲头带动节流阀体下压,压到限位柱时弹起,完成整道工序(图6、图7)。
上一页 [1] [2] [3] 下一页

")



