4 效果确认
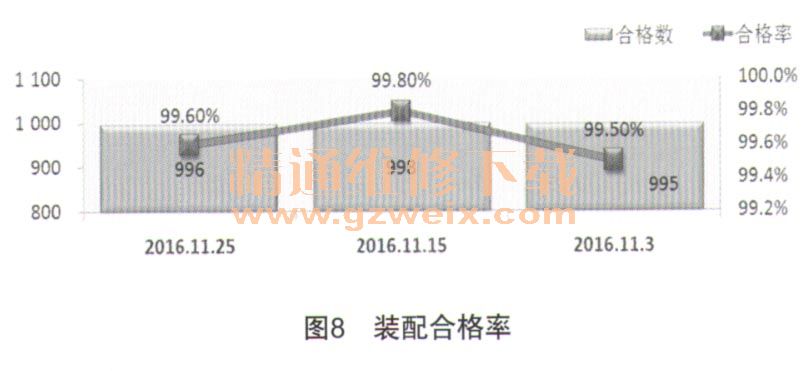
用新夹具压定位销进行效果确认,共装配3批,装配合格率分别达到了99.5%、99.8%、99.6%,见表4和图8。

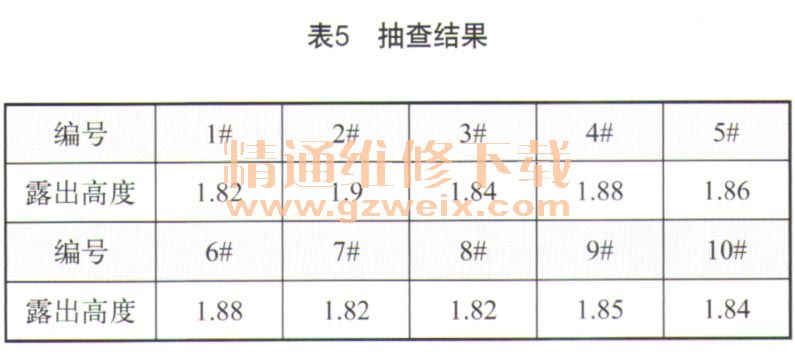
再抽出10件压过定位销的节流阀体进行测量,测量结果都能满足图纸要求1. 80+0.2 mm + 0.2/0,见表5。
为了验证改善是否有效可靠,为此连续使用X-R图对一个月的数据进行统计分析,结果如图9和表6。

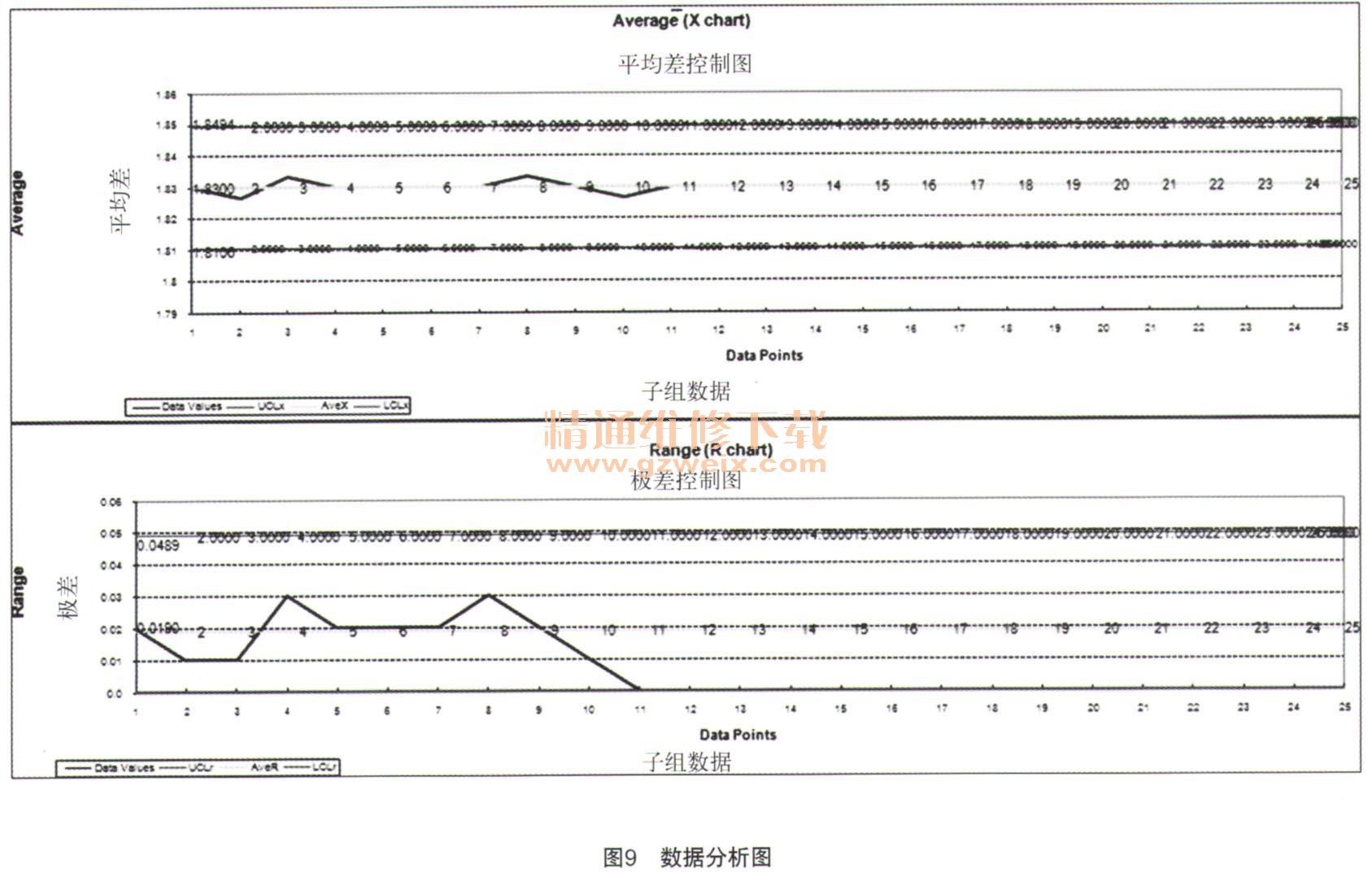
从图示的数据可知,压定位销是非常稳定的,能满足工程能力指数CPK ≥ 1.33的要求。
5 结论
从以上MTB 19C节流阀体改善压销夹具的案例可以看出,对于装配工序来说,设计一副能用的夹具较为容易,但设计一副好用的夹具就需要我们对产品和设备深人调查了解,这样在设计过程中才能避免一些质量和安全隐患,才能提高生产的合格率和效率。
上一页 [1] [2] [3]

")



