・上一文章:检修HJ125-A电器及信号都没有反应
・下一文章:检修摩托车水冷发动机常出现高温
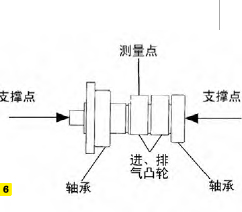
凸轮轴基圆必须与凸轮轴芯中心线同心,因为它是确保发动机在气门关闭时的重要尺寸,技术要求凸轮轴基圆的径向跳动值在0.02mm以内。正规检测时,应按如图6所示方法进行。在简陋条件下,建议维修人员先找一尺寸适当的平板(没有平板,可用平板玻璃代替),上面放置两块V形铁,再将凸轮轴两端的轴承放在两块V形铁上(无轴承结构的凸轮轴,则将其凸轮左右两端的轴颈放在两块V形铁上),使凸轮轴凸角高度部分悬空,旋转凸轮轴件,使进、排气门凸角朝下(即凸轮轴基圆面垂直朝上)放置,然后用磁性表架及百分表,轻轻压到凸轮轴基圆面上。用手轻轻缓慢转动凸轮轴,使百分表针在基圆面上滑动检测,只要其百分表针的最高点到最低点不超过0.02mm即可(注意不要碰到磁性表架和V形铁,以免影响检测的准确性)。如测量数据超过标准值,即可判定该凸轮轴基圆径向跳动值不合格。
若还不具备以上测量条件,建议将所要检查的凸轮轴直接放到汽缸盖半圆槽中(即安装凸轮轴的位置),将汽缸盖连同凸轮轴一起放到平板或玻璃平板上,并设法使汽缸盖保持不动,再用磁性表架及百分表轻轻压到凸轮轴基圆面上。用手轻轻地缓慢转动凸轮轴,使百分表针在基圆面上滑动检测。对于两端没有轴承结构的凸轮轴,则将凸轮轴套上其衬套,再放置到汽缸盖半圆槽中,采用同样方法进行检测。检测的标准不变。通常,正规厂家生产的凸轮轴基圆的径向跳动值均在0.02mm以内。而非正规厂家生产的凸轮轴基圆的径向跳动值都会超过标准值,伪劣配件则超差更多, 在检查时,必须认真仔细检测鉴别。
(4)检查凸轮支撑轴承或衬套
① 静态检查
凸轮轴支撑用滚动轴承是确保凸轮轴运转的重要零件,应认真仔细检查。可用手指轻轻转动凸轮轴两端的滚动轴承,触摸轴承是否有明显的“咯咯”感觉,再左右扳动轴承外壳,如有明显的晃动,说明轴承原始游隙超差。
② 动态检查
采用检测凸轮轴基圆径向跳动的方法,将所要检查的凸轮轴放到汽缸盖半圆槽中,一手压住凸轮轴轴承,使之保持不动,另一手迅速转动凸轮轴上的正时链轮,此时注意触摸轴承是否有 “咯咯”声或凸轮轴有轻微的震动感觉。正品凸轮轴轴承在转动过程中几乎没有任何声音和震动,伪劣凸轮轴轴承会发出轻微的“咯咯”声,手指也能明显感到震动。
③ 检查衬套
对于两端没有轴承结构的凸轮轴,应注意检查凸轮轴两端的衬套,可持数显游标卡尺测量衬套的单边内外圆周边尺寸(不少于6个测量点),用衬套单边厚度的最大值减去最小值数值的二分之一,即是该衬套的同心度值,应不大于0.02mm。同时注意检查衬套上的润滑油孔是否通畅如图7所示。

(5)检查踏板车凸轮轴链轮
一般踏板车用凸轮轴上均有正时链轮,该正时链轮应与凸轮轴相关角度一致,即压制在凸轮轴上的正时链轮刻线必须与凸轮轴键槽中心保持垂直位置如图8所示)。如发现明显偏斜,则会严重影响凸轮轴的配气相位,可视为不合格品。

其次,将该车型的正时链条套上凸轮轴正时链轮,使其自然啮合如图9所示),此时注意观察链条齿与链轮齿之间应为自然啮合状态。若某个链轮齿节在链条齿上松弛或间隙有大有小,则说明该链轮存在制造质量问题。若将新链条与原机链轮比对啮合,再与新凸轮轴链轮比对啮合,对比一看,更能说明问题。

4.看包装
正规厂家生产的产品包装按照国家相关标准执行,都比较规范。不管是纸盒包装还是软质塑料包装,其中都包含:产品名称、产品注册商标、产品标准号、产品许可证、产品条形码、执行标准、产品制造公司全称、详细地址、固定电话、免费服务热线电话、生产制造基地、公司网站、电子邮箱等。包装盒或包装袋上的字体印刷正规清晰,色彩鲜明。凸轮轴零件用防锈纸裹包多层,包装盒或包装袋有多孔设置,便于防霉出气。
而非正规厂家生产的产品包装制作比较粗糙,一般没有产品标准号、产品注册商标、公司网站、产品许可证、产品条形码、执行标准和固定电话,多数包装没有固定电话,只有手机号码,且包装盒或包装袋上的字体印刷模糊,色彩暗淡。凸轮轴零件没有多层防锈纸裹包,包装盒或包装袋为封闭设置,不能透气,容易锈蚀。
以上介绍的识别方法只是简便实用的,不是绝对可靠的。因此,只有购买正规厂家生产的凸轮轴才能确保配件的质量。因为,正规厂家生产的凸轮轴采用国际流行的Cu-Cr-Mo合金铸铁,凸轮头部冷激处理,凸轮轴两端的支承轴颈表面高频淬火。凸轮型线采用精密靠模磨削,并经全自动测量仪检测,各项技术指标均达到国家标准。经装用发动机实践证明,优质凸轮轴能承受较高的接触应力,抗冲击、耐磨损,使用寿命长。是高速发动机的最佳配件。而非正规厂家生产的凸轮轴,材质用料随意,机床设备简陋,加工工艺简单,产品制造粗糙,价格相对低廉。若购买到假冒伪劣配件,质量更加糟糕。为此,友情提醒大家切不可贪图便宜,以免上当受骗。

")



