����һ���£�����˹̫����������ȴҺ������ˮ�������
����һ���£������С�С������������������
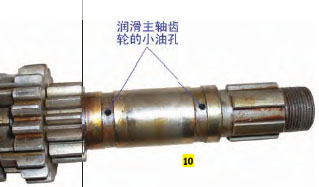
��3��������ᡢ�������͵���С�Ϳ�
�� ���������ڿ�һ������������м��͵���ͨ�������������ȴ���������������Ľ���м������ϸ�������������������ı��������������ڿ���ר�þ��������ӹ����ȴ��������ø�ѹ���������������ڿ׳崵��Ȼ����ó�������ϴ����ϴ���ڿdz��ྻ������������������������ı��������������ڿļӹ����ռ��ȴ�����ͨ�����˹���ϴ�����Ա�֤�ڿ����ȡ����ʱ���ɲ���С�����8��Ǧ˿����ϸ��˿���������������ڿ�ת�����ܣ�ȡ��С�����8��Ǧ˿����ϸ�۲������ϸ��˿����������Ե��⼣���н���м������ϸ���˵���Ƿ�����������������ġ�


�� ���������ӹ����Ϳף����ֻ��1.5mm����ͼ9��10��ʾ����������ЩС�ͿĿ���С���Ϳӹ������ײ���ë�̡��������������������������Ϳӹ������Ƚ���С�Ϳ�λ��ȷ���Ϳھ��������Ǵ�����û���κ�ë�̡�������ת�����ֻ��ǿ��ƶ��Ļ������ֵij��ֿף�����������������ij��ָ��������ϼ�϶һ�������0.04��0.08mm�����������������������������Ϳ�λ�ò�ȷ���Ϳ�û�о������Ǵ�����ë�̺ܶ࣬��ɱ���������װ������ͱ�ë�̶����ֶ������Ӷ����˳��֡����⣬���ָ��������ϼ�϶�д���С��û���κι��ɣ������������ֵ�������ת�������������
��4������������͵��Ͷ�
���ֳ��͵ı����������Ҷ�����С�Ͷ£�Ʃ�磺CB125T��244FMI������������ҪĿ���ǽ��͵��ڴ�ѹ�����������䵽���������������Ƹ˵�б���ϣ��ٷ��䵽�����ƽ����С���С�Ͷ�Ϊ���Ͻ����������С�Ͷµ������Ϳ�ֱ����С��ֻ��1.5�L����ͼ11��ʾ��������������������ı����������Ҷ�С�Ͷ³ߴ羫ȷ��í�ƹ����Ƚ����ܹ�ȷ�����Ͻ�С�Ͷ��ڸ���״̬��������������Ҷ˿��ι����ϣ����������䡣������������������ı����������Ҷ�С�Ͷ³ߴ�ֲڣ��Ҳ����˹�í�ƣ���ѹí�ƺۼ����ԣ���ʱ�����˺�������С�Ͷ��ڸ���״̬���������䣬�Ӷ�����ʧ�͵Ĺ���������
��5�������ؼ�϶
һ��ת����������������ϵļ�϶��0.15��0.35mm֮�䣬�˼�϶��Ҫ�����ϵĵ�Ȧ��λ�óߴ������ơ�������������г��ֵ����ӹ���1.1��1.2mm�ĵ�Ȧ�ۣ��õ�Ȧ�ۼӹ�Ҫ��ߣ�λ�ö�Ҫ����ߡ�������������������������ӹ��ĵ�Ȧ����Ⱥ�λ�ö�ȫ������ͼֽ�ͼ���Ҫ�����ڵ�Ȧ����߾�����ȥë�̴������ܹ�ȷ�����������ֵ�������ת��
��������������������������ӹ��ĵ�Ȧ����Ⱥ�λ�öȽϲ��ɴ˼�϶���ǹ�С������϶�������Ǽ�϶��������϶��С���Ȼ����ֵ�ת�������Ӵ������������ĥ����쳣��������϶�������������ζ�����ͬ������������ֵ���ת������Ӧ��ϸ������
��6����鸱���ë��
�����������ͷ��һ��Ϊ�����ṹ���˻������ڼӹ����������ײ���ë�̡����ڸ��Ứ������װ��ʱҪ������к�������ͷ⣬��˶����ë�̼�����װ������н�������ͷ�������ڻ��ˣ�����˴���©���͡�����������������ı�����������ý����豸�ӹ�������ר��ȥë�̹��գ�ȷ���˴�û���κ�ë�̣���ͼ12��ʾ����������������������ı�������������ͨ�����ϼӹ���û��ȥë�̹��գ��������˹�������ȥë�̡����ʱ��������ָ�ڱ��������Ứ��������ת��Ȧ����û��ë�̣�һ�Ա�֪������

2.�����
���ڱ���������Ӳ�ȵļ�飬ά����Աû��ר���������������С�Ϊ�ˣ��������ﱵ���ﱵ�һ����̼�ظ־����ơ����졢�˻�ĥ������ݺʹ��ȹ���ӹ����ɡ�ﱵ��õ���t12�֣����������Ӳ�ȴ�62��64 HRA����ԭ�����������ֺ�������������ֵķǼӹ���������ﱼ��£���ﱵ��ڱ��������������������ֱ���Ӳ�ȴﵽ78��82 HRA����˵������Ӳ�ȸߡ���������ﱳ��ۼ���˵�������Ӳ�Ȳ��㡣���⣬һ����Ʒ�ı��������ַǼӹ�������ɰ���պۼ�����α�ӳ��������û�С�





