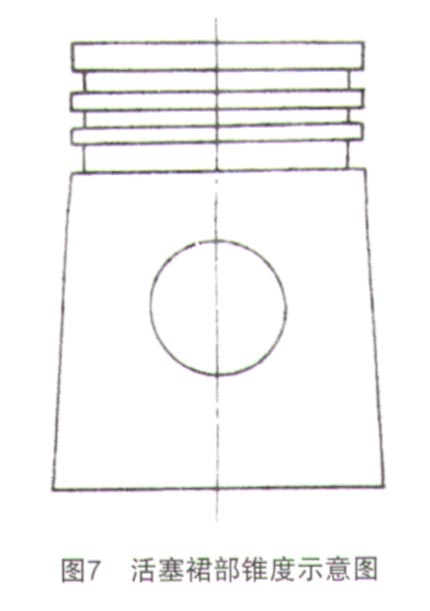
活塞的精密制造具有一定难度,因为活塞裙部从油环槽油孔下面开始,一直到活塞底面的圆柱部分(以244FM发动机活塞为例)约有28 mm,活塞总高约为45 mm,活塞裙部的长度占了活塞总长的62.22%,在28mm长的活塞裙部中,越在上面的部分离燃烧室越近,温度越高;反之,越在下面的部分离燃烧室越远,温度越低。如果将活塞裙部制造成1个统一的尺寸,势必带来运转方面的很多问题。不是由干间隙过大产生活塞裙部敲缸,就是由于间隙过小而胀缸。技术人员将活塞裙部制成上小下大的近似锥形(见图7),并根据各型号发动机的性能特点,通过多次试验确定配型活寨“上小下大”型线的具体尺寸(各型号活塞裙部上小下大的尺寸差异不一,一般为(0.15±0.05) mm)。
文章开头提到的国产125 mL摩托车出现的问题,就是由于活塞裙部型线制造不符合标准而产生的故障。后经精心测量活塞裙部型线尺寸最大与最小处相差0.08 mm<该活塞裙部型线标准公差为:(12±0.02)mm)。更换正品活塞(裙部型线尺寸差达到0.14mm),精心装配发动机,经短暂磨合试车,摩托车加速灵敏顺畅,发动机冷态和热态声响恢复正常,最终确认故障是由活塞裙部型线制造质量问题引起的。
测量活塞裙部型线尺寸的误差,在制造单位很容易,只要将活塞放到专用仪器上进行精密测量即可。而对于绝大多数维修人员来说,依靠普通游标卡尺基本不能精确地测量裙部型线,主要原因是普通游标卡尺的测量精度不够(最高测量精度只有0.02 mm),且需仔细观测游标卡尺上的刻度数值,很容易在目测刻度数值时产生偏差,而采用数显游标卡尺(见图8)测量就能够很好的解决这个问题。数显游标卡尺是一种测量长度、内外径、深度的量具,其测量精确(精度可达到0.01mm/0.005 mm)、使用方便、功能多样。
数显游标卡尺主要由尺体、传感器、控制运算部分和数字显示部分组成。按照传感器的不同形式划分,目前数显游标卡尺分为磁栅式数显游标卡尺和容栅式数显游标卡尺2大类。目前,国内销售的数显游标卡尺均是使用容栅式传感器类型,其利用电容的祸合方式将机械位移量转变成为电信号,该电信号进人电子电路后,再经过一系列变换和运算后显示出机械位移量的大小。下面我们以国产CB 125T摩托车244FMI发动机为例,简要介绍数显游标卡尺测量活塞的操作方法,供大家参考。
上一页 [1] [2] [3] [4] 下一页

")



