d)测量活塞头部尺寸,将张开的数显游标卡尺的两爪缓慢移动到活塞头部(即第1道活塞环以上的圆柱部分),测量的结果是43.64 mm(见图15),说明活塞头部比活塞名义尺寸小0.36 mm,基本在允差范围内。

e)将张开的数显游标卡尺的一侧卡爪,从活塞裙部底面伸到加工的内止口,另一侧卡爪靠到活塞裙部外圆面上,测量活塞裙部底面内止口的对称度(见图16),从数显游标卡尺屏幕显示窗中分别看到测量的数值均为1.42 mm,说明活塞裙部底面内止口的对称度完全没有误差。
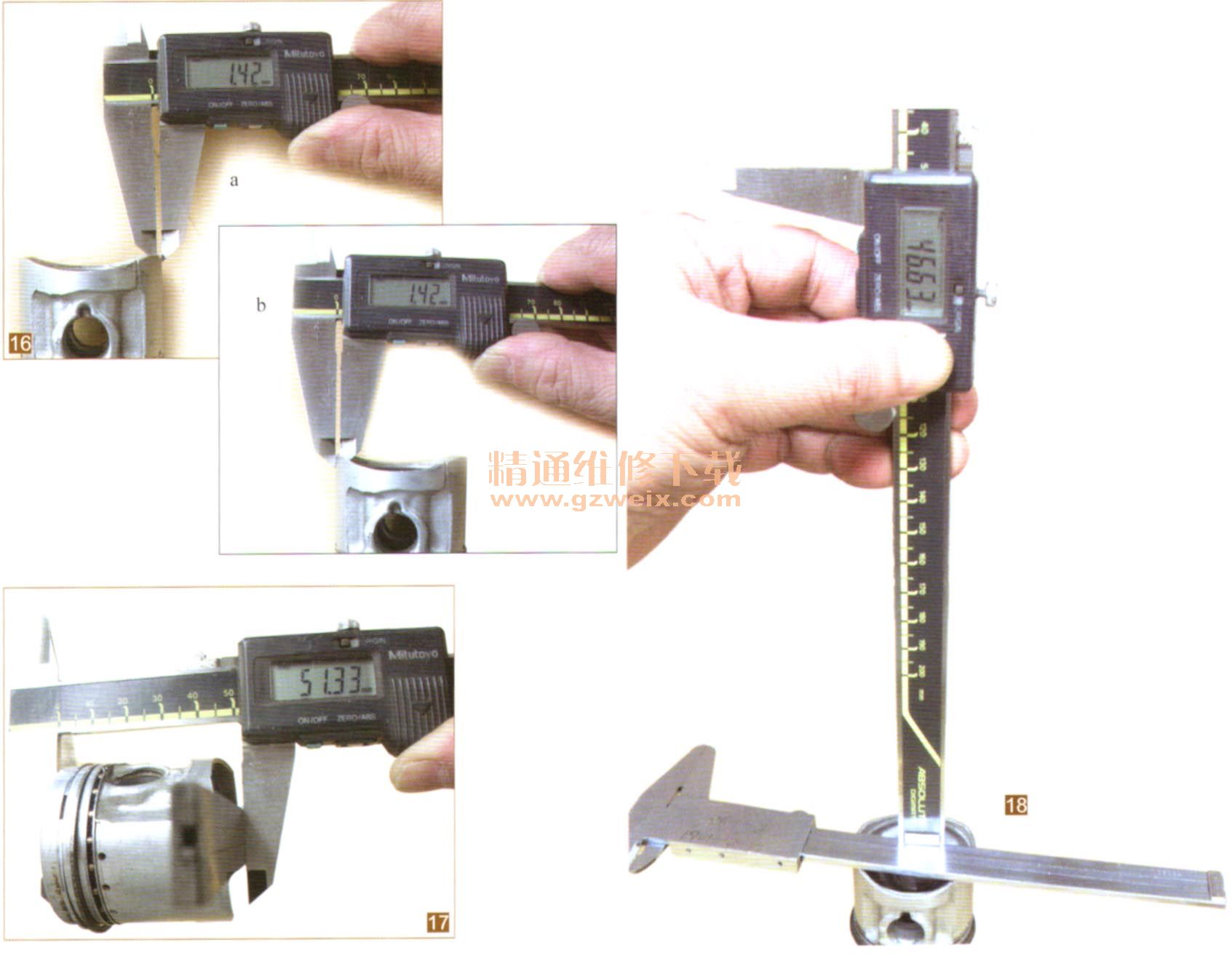
f)用不易变形的直尺(如普通游标卡尺直尺部分)放在活塞底部,持张开的数显游标卡尺(带深度尺标)测量活塞顶部至活塞底部得到的尺寸为51.33 mm
(见图17),减去测量活塞底部至活塞顶背面得到的尺寸为46.63 mm(见图18),即是活塞顶部的厚度尺寸4.70 mm,基本在允差范围内。
活塞头部做得较厚,主要是为增加活塞的强度和刚度,同时也为减少热量从活塞顶部流向活塞环的热阻,以便热量从活塞顶经过活塞环、气缸壁传给散热片或冷却液,能有效防止活塞顶部温度过高。正品活塞顶部的厚度加工控制很严格,一般为(4.0±0.5) mm,次品活塞顶部厚度有的不到2.5mm。因此,在更换时,务必进行测量比较。
上一页 [1] [2] [3] [4]

")



