3 气缸头
注意对卸下的每个部件位置要作标记,并分组放置(进气或排气),以便装配时按原位组装。
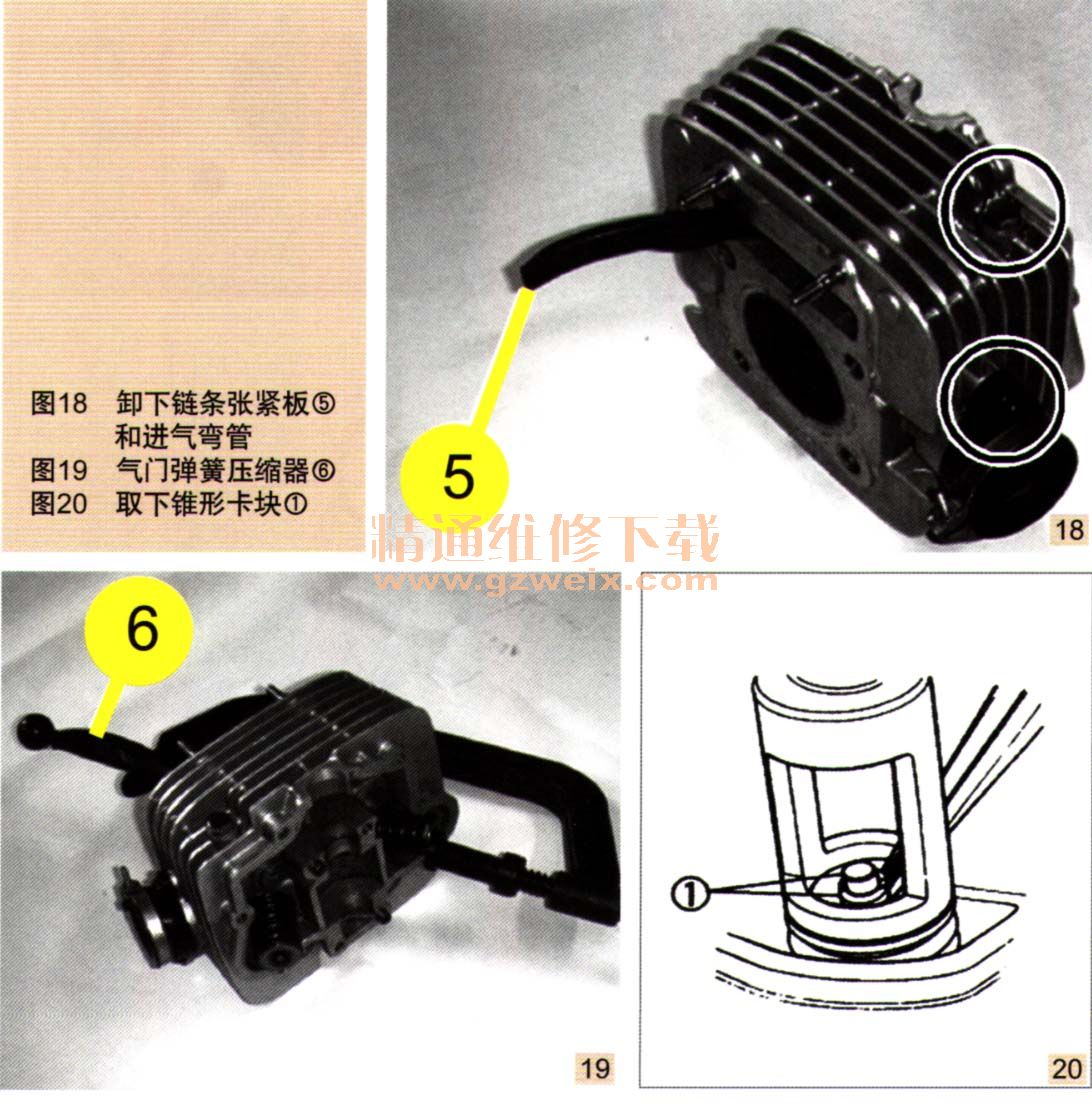
拆装:卸下链条张紧板⑤,卸下进气弯管如图18所示,用专用工具气门弹簧压缩器⑥压缩气门弹簧如图19所示;用镊子从气门杆上取下锥形卡块①如图20所示;卸下气门弹簧座②,取下气门内弹簧③、外弹簧④如图21所示;从燃烧室侧卸下气门如图22所示;取下气门油封⑤,卸下气门弹簧下托盘⑥如图23所示。
气缸头变形:清除燃烧室内积碳,取下缸头密封垫,清理缸头结合面密封胶;用直尺和塞尺检查气缸头结合面是否有变形如图24所示;用塞尺,限度为0.05 mm,在图示几个部位取间隙读数,若数值超过了限度,应更换气缸头。
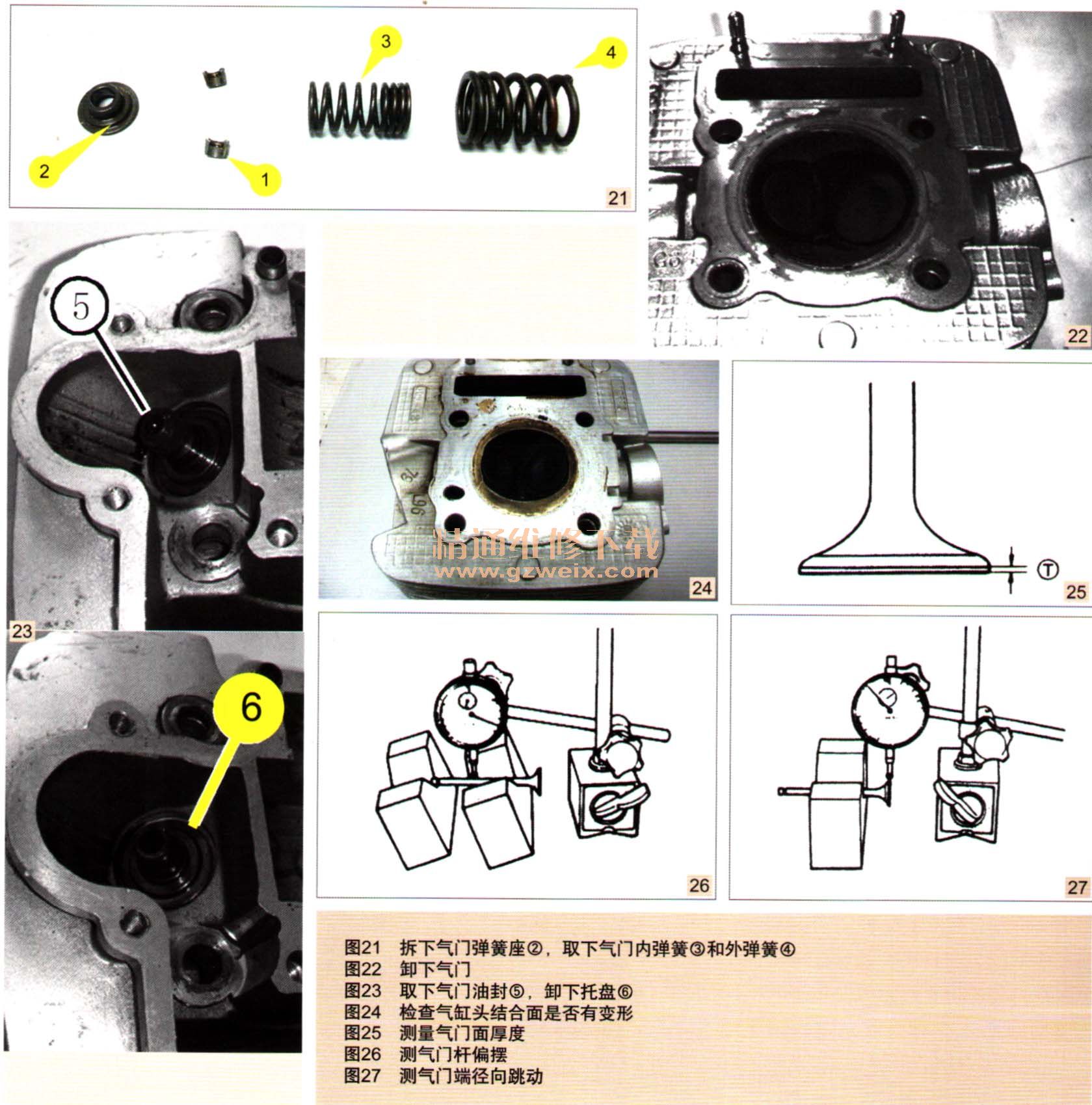
气门工作面磨损:目视检查气门面的磨损情况,若出现异常磨损,需更换。用游标卡尺,使用限度为0.5 mm,测量气门面厚度T,如果超出规定范围,应更换如图25所示。
气门杆偏摆:用磁性架、V形块(100 mm)支撑气门,如图26示;用千分表(1/100 mm)测偏摆度,使用限度为0.05 mm,若超出了使用限度,应更换气门。
气门头径向偏摆:磁性架,V形块(100 mm)支撑气门,将千分表(1/100 mm)放在气门右端外缘,测定气门端径向跳动,如图27所示;若测定值大于使用限度(0.03 mm),应更换。
气门杆偏转:自气门座提升气门约10 mm,按x和y方向互相垂直,用磁性架、千分表(1/100mm)测定气门杆的偏转度如图28所示;进、排气门使用限度为0.35 mm,若偏转度超过了使用限度,需判定气门或气门导管是否要更换新的。
气门杆磨损:用千分卡尺(0~25 mm),测量气门杆外径(0,D),限值要求为内径5.475~5.490 mm;外径5.455~5.470 mm。如果超出了规定值,应更换新的;若气门杆外径在规定范围内,而气门杆不能偏转,应更换气门导套;更换气门或气门导管后,要重新检查偏转度如图29所示。若必须更换气门导套,需按如下维修步骤,维修后必须保证气门和气门座的密封。
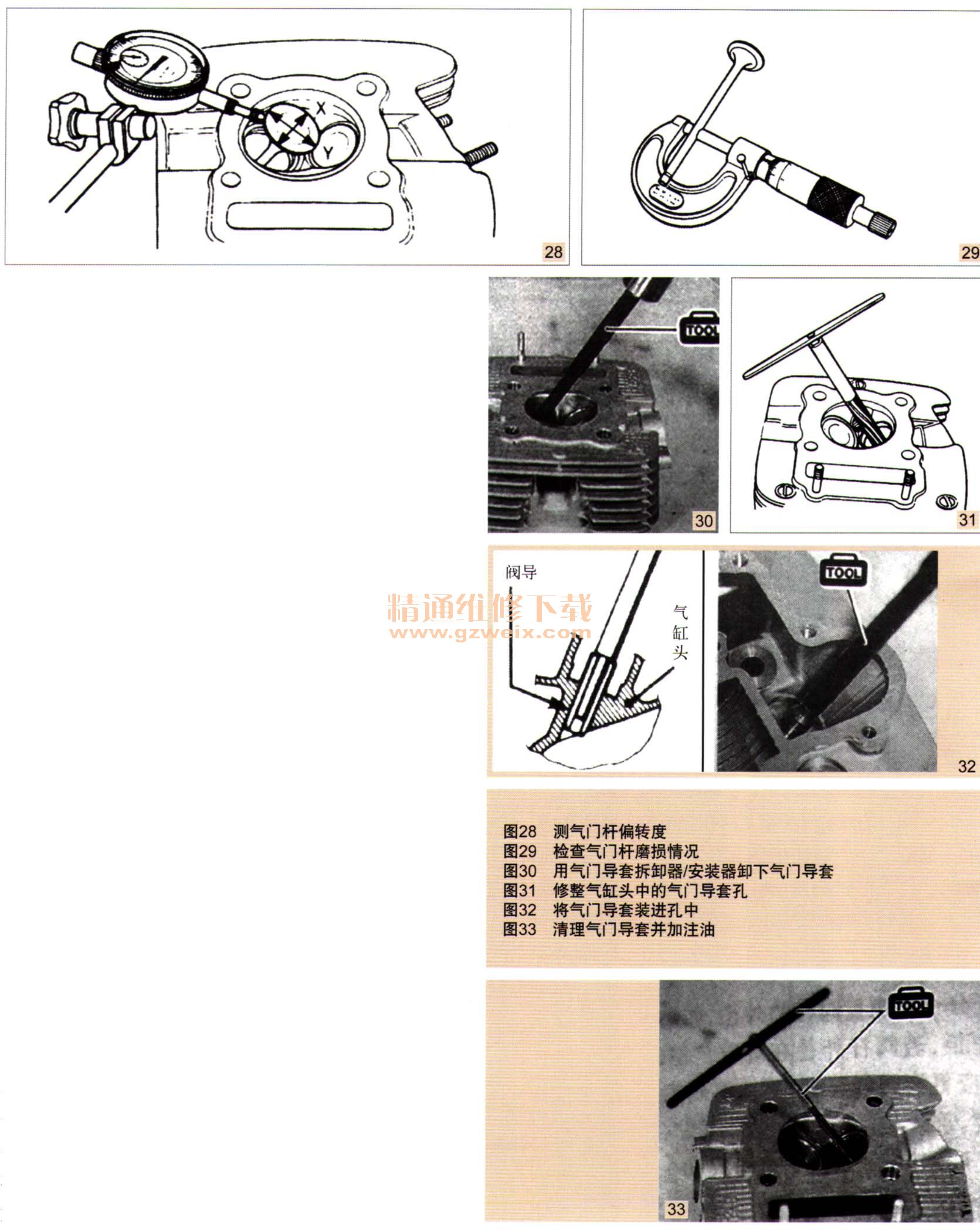
气门导套应用:用气门导套拆卸器/安装器卸下气门导套如图30所示,并清除已卸下的气门导套组合件。用气门导套修整铰刀(11.3 mm),修整气缸头中的气门导套孔如图31所示;注意,从燃烧室的一侧插入修整铰刀,顺时针方向转动铰刀把柄。将一圆环捅入气门导套上,对每一气门导套的气门杆孔加油,并用气门导套拆卸器/安装器,将气门导套装进孔中如图32所示;注意,处理煤油时务必特别注意;一定要使用新的气门导环和气门导套。装上气门导套之后,用气门导套修整铰刀等专用工具修整其孔,修整孔后一定要清理气门导套并加注油如图33所示。
上一页 [1] [2]

")



