2.2.4制造工艺
a)外在质量
高品质化油器的外壳一般采用锌铝合金材料制造,且有多种工艺技术来确保外壳的强度。在工厂检测过程中,一旦发现锌铝合金材料因压铸原因导致化油器外壳及浮子室存在疏松现象,会采取浸渗工艺,弥补其锌铝合金疏松的缺陷,以确保其产品质量。非正规厂家生产的化油器没有以上这些加工工艺和技术手段来保证,发动机启动后因浮子室盖存在疏松气孔缺陷,导致化油器汽油渗漏现象比较普遍。
—工艺钢珠铆接
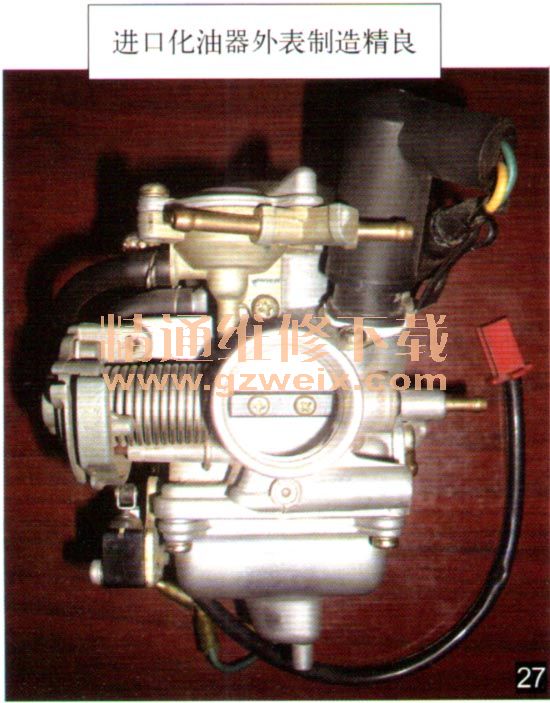
化油器在制造过程中,有许多很小的孔是拐弯,有的甚至呈直角形,无法直接钻孔,只有采取非常措施,即先钻好工艺孔,再在合适位置加工需要钻的孔,最后用钢珠铆合在工艺孔外面(如图26所示)。正规厂家生产的化油器在先进设备上采用多点工艺铆合,钢珠铆合点平顺牢固,无泄漏,且外形美观大方,能与化油器本体巧妙地结合在一起。进口化油器外表制造精良(如图27所示)。非正规厂家生产的化油器外表粗糙痕迹明显(如图28所示),工艺孔钢珠铆合点简单、易松动、化油器工作时产生容易泄漏。


—怠速混合气调节螺钉
质量较好的化油器,其怠速混合气孔和怠速混合气螺钉都在数控机床上加工的,其怠速空气流量均在专用测试仪器上进行检测校正。因此,怠速混合气调节螺钉(如图29所示)的旋转圈数都很精确。由于化油器型号很多,配套的摩托车发动机用途不一,其旋转圈数不可能统一。若是成批进货,除按照以上方法进行鉴别外,不妨在购买同一型号化油器时,随机挑选几只(最好在5只以上),用小型一字起将怠速混合气调整螺钉轻轻旋到底,记下旋转圈数并记录下来(最后按照原来旋转圈数返回)。在抽查的数只化油器中,用最多旋转圈数减去最少旋转圈数,即是该品种化油器怠速混合气调整螺钉的旋转圈数值差。若抽查的化油器怠速混合气调整螺钉旋转圈数差值在±1/8圈范围最佳,±1/4圈范围为良好,±1/2圈范围为合格,±3/4圈范围为较差,±1圈范围以上为不合格。

上一页 [1] [2] [3] [4] [5]

")



