・上一文章:传统触点式点火系统常见故障诊断方法
・下一文章:剖析英菲尼迪线控主动转向系统(DAS)
4.3变频空调器管路的代换与焊接
4.3.1变频空调器管路的焊接
1.焊接工具
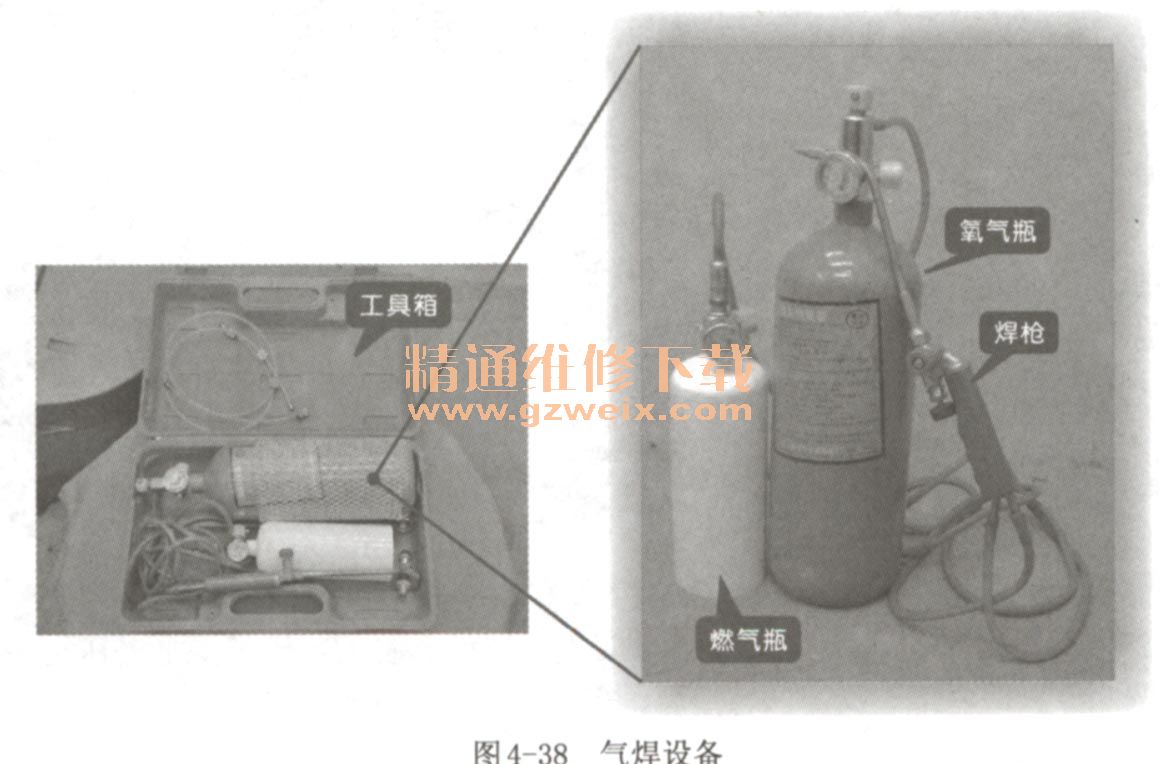
维修变频空调器管路时,常使用气焊设备对管路进行拆焊与焊接操作,气焊设备主要有燃气瓶、氧气瓶和焊枪。该设备在不使用时应妥善地放置在工具箱中,以防损伤,如图4-38所示。
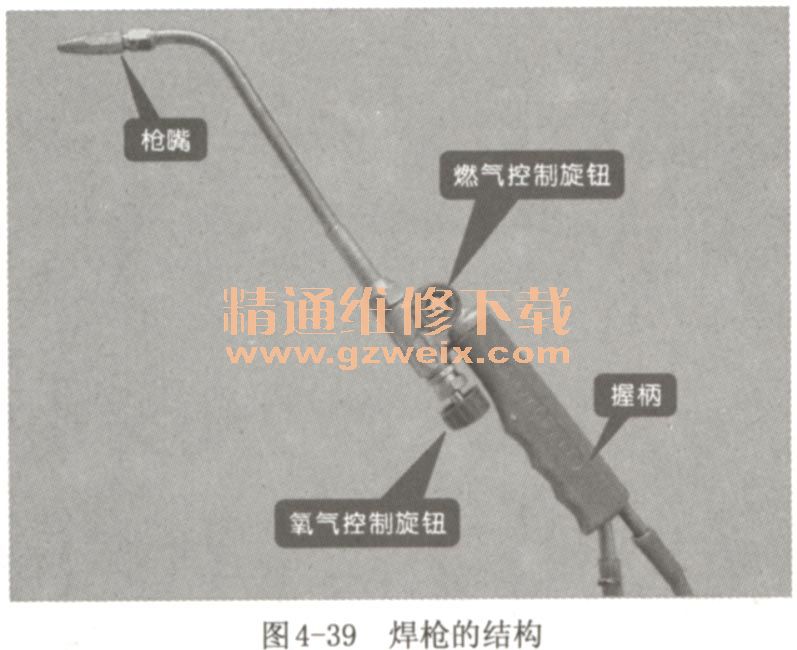
在焊枪的手柄上有两个端口,这两个端口都通过连接软管与相应的燃气瓶和氧气瓶相连。焊枪的握柄处设置有燃气控制旋钮和氧气控制旋钮,如图4-39所示,用来调节燃气和氧气的使用量。焊接时通过对两个控制旋钮的调节来改变火焰的大小。
在氧气瓶的上部安装有阀门和检测仪表。总阀门位于氧气瓶的顶部,用来控制氧气的输出/截止;输出控制阀门也叫做减压阀,用来控制氧气的输出量;在瓶口处还设置有输出压力表(有些氧气瓶上还会设置一个总压力表),用来指示输出的氧气量,如图4-40所示。

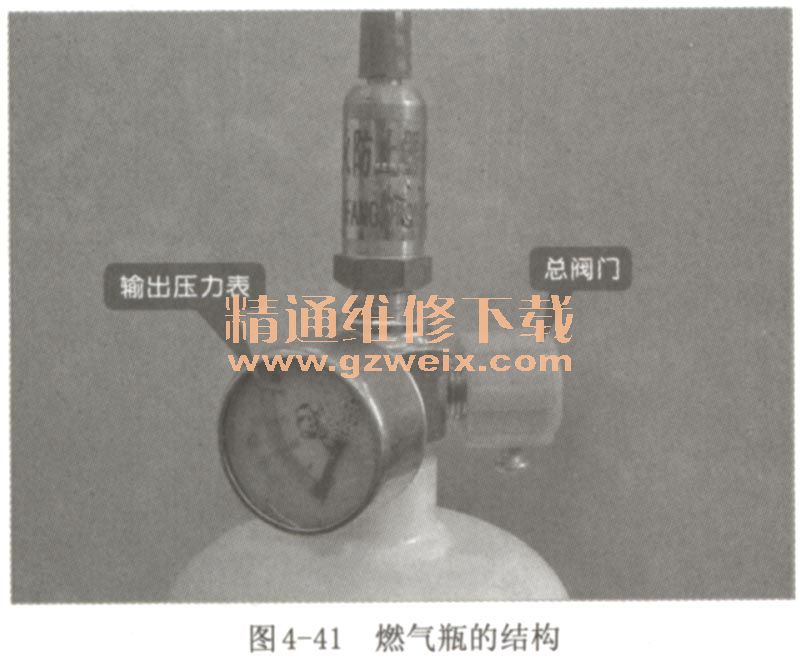
燃气瓶的内部装有焊接时所需的液化石油气(乙炔燃气)。其侧面阀门是燃气瓶的控制阀门,用来控制液化石油气的流量;输出压力表可指示出液化石油气的输出量,如图4-41所示。
2.焊接技能
经过气焊设备焊接的管路外表圆滑、连接可靠,并且管路不易发生泄漏、堵塞等现象。
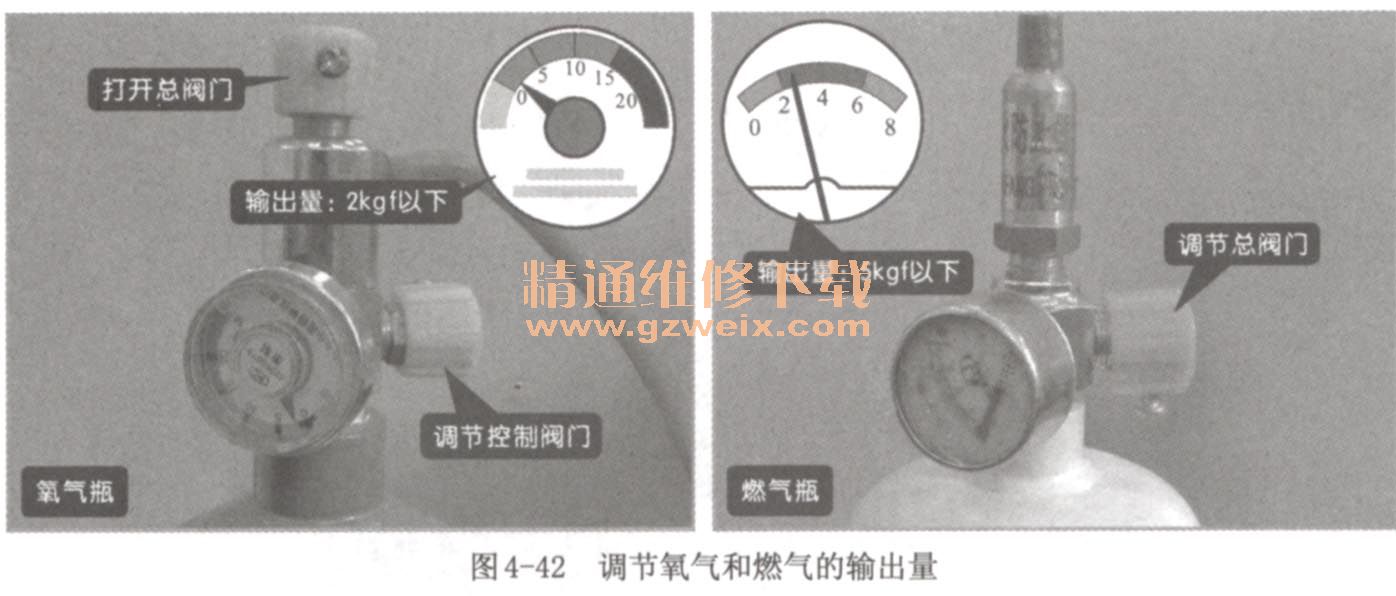
①焊接管路之前,先打开氧气瓶总阀门,通过氧气瓶控制阀门调整氧气输出压力,使压力表显示的氧气输出压力保持在2kgf以下,然后再打开燃气瓶总阀门,通过该阀门使燃气输出压力保持在5kgf以下,如图4-42所示。
②接下来先打开焊枪上的燃气控制旋钮,然后将打火机置于枪嘴下方3cm左右的地方进行点燃,再打开氧气控制旋钮,通过调节两个控制旋钮,使火焰呈中性焰形态,以便达到理想的焊接温度,如图4-43所示。

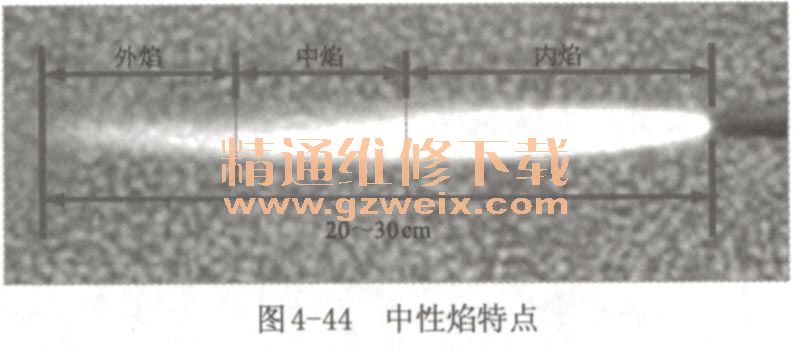
中性焰焰长20~30cm,其外焰呈天蓝色,中焰呈亮蓝色,内焰呈蓝色,如图4-44所示。
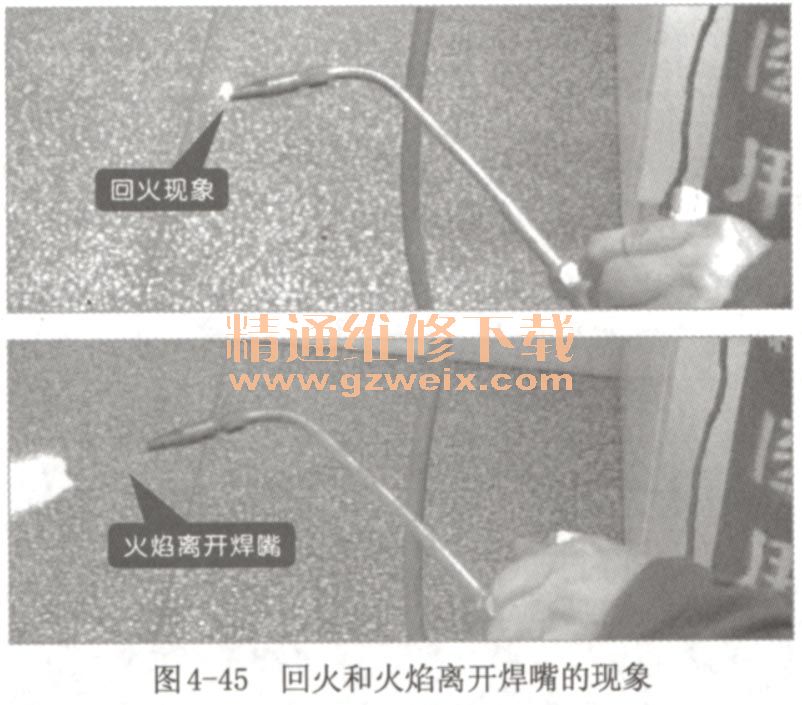
点燃焊枪时,要注意不要将氧气和燃气控制旋钮开得过大,若氧气控制旋钮开得过大,焊枪会出现回火现象;若燃气控制旋钮开得过大,会出现火焰离开焊嘴的现象,如图4-45所示。
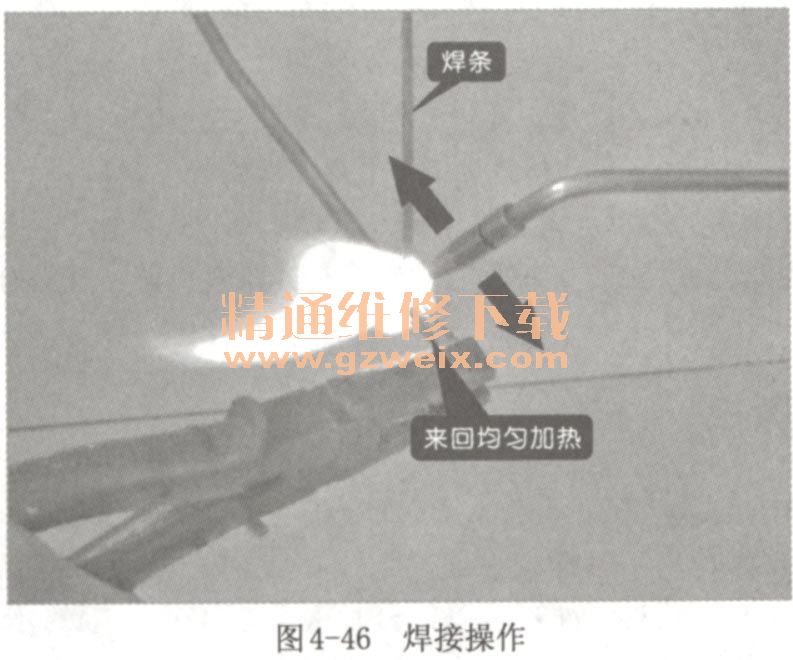
③将调好火焰的焊枪对准铜管的焊口均匀加热,并来回移动。当铜管被加热到呈暗红色时,将焊条放到焊口处,利用中性焰的高温将其熔化,待焊条熔化并且均匀地包裹在两根铜管的焊接处时,焊接操作就完成了,如图4-46所示。
④焊接完成后,先关闭焊枪上的氧气控制旋钮,然后关闭燃气控制旋钮,将火焰熄灭。再将氧气瓶的总阀门和燃气瓶总阀门关闭。
关键提示:
调节焊枪火焰的过程中,若氧气或燃气开得过大,火焰会成为不适合焊接的过氧焰或碳化焰。其中过氧焰温度高,火焰逐渐变成蓝色,焊接时会产生氧化物;而碳化焰的温度较低,无法焊接管路。
4.3.2变频空调器管路的代换
当发现变频空调器管路部件出现故障,造成空调器无法继续使用,就需要对管路部件进行拆卸、代换,下面就以海信变频空调器室外机干燥过滤器和毛细管为例,介绍管路的代换方法。
1 .干燥过滤器的代换
海信变频空调器的干燥过滤器是与压缩机和四通阀相连的,连接好气焊设备,将焊枪火焰调成中性焰。先加热干燥过滤器与四通阀的接口部位,再加热干燥过滤器与冷凝器接口部位,就可以将有故障的干燥过滤器拆下,如图4-47所示。

选择与空调器所使用的制冷剂相匹配的干燥过滤器,将其焊接回制冷管路上即可。然后,用肥皂水对焊接处进行检漏,没有气泡出现说明焊接良好,空调器就可正常使用了。
关键提示:
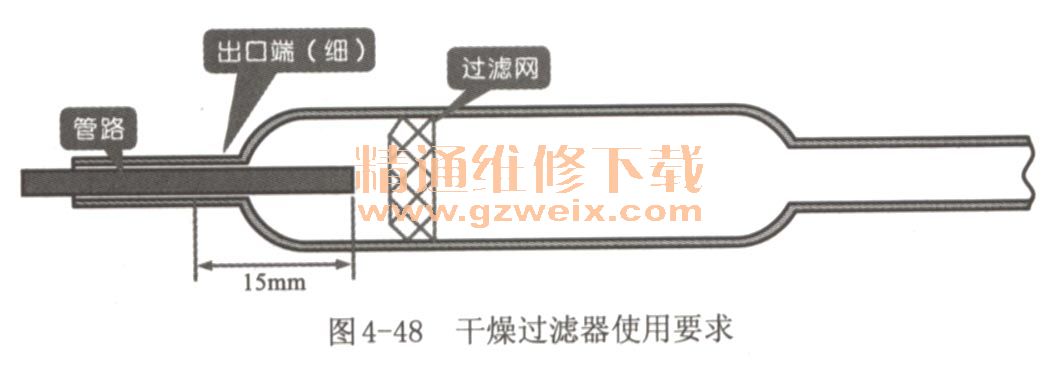
将与四通阀连接的管路插入到干燥过滤器的出口端(细),插入时,不要碰触到干燥过滤器的过滤网,一般插入深度为15mm左右,如图4-48所示。
干燥过滤器在使用前5分钟才可以拆开包装,以免空气中的水分进入干燥过滤器中,影响其使用效果。
2.毛细管的代换
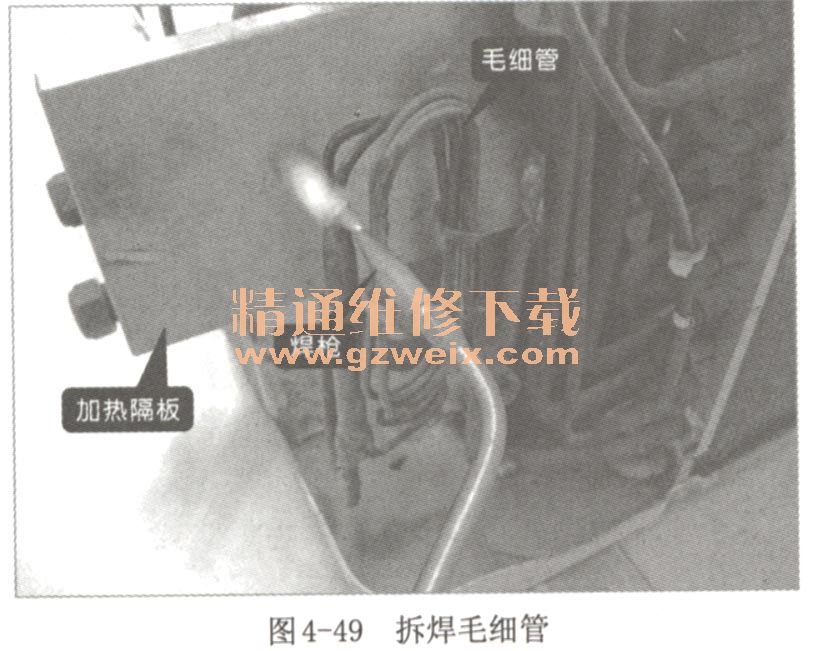
在焊下毛细管前,应在毛细管的背部放置一块隔热板,以免在焊下毛细管的过程中造成其他管路由于温度过高而变形,如图4-49所示。若毛细管与干燥过滤器连接在一起,在拆焊毛细管时,应将干燥过滤器同时焊下,以免原干燥过滤器中进入水分、杂质等,引起空调器二次故障。
焊下毛细管后,再将等长度的新毛细管以盘曲的形式重新焊接回管路即可。
上一页 [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] [31] [32] [33] [34] [35] [36] [37] 下一页





